Камерные электропечи
1. Что собой представляет печь для нагрева изделий, какое принципиальное различие между печью и нагревательной установкой?
2. Перечислите признаки, по которым проводится классификация термических печей.
3. Дайте краткую характеристику печам в зависимости от режима работы, рабочей температуры.
4. Какие печи относятся к садочным (периодическим) печам и к печам непрерывного действия, покажите на схеме?
5. Как выбирается размер рабочего пространства и значения рабочей температуры печей?
6. Как проводится индексация печи и нагревательной установки?
Общая характеристика электрических печей сопротивления периодического действия
Среди садочных печей камерные печи нашли в промышленности наибольшее применение благодаря удобству в эксплуатации. Они изготавливаются сшироким диапазоном уровня рабочей температуры и находят применение для самых различных видов термообработки как мелких деталей в поддонах, так и единичных, крупных изделий. Нагревательные элементы в этих печах устанавливаются в зависимости от рабочей температуры на стенках, поду рабочей камеры, реже на своде, а в крупных печах – и на внутренней поверхности футеровки дверцы. При этом достигается большая равномерность нагрева камеры печи. В зависимости от вида термообработки камерные печи могут работать с защитной (серия CH3) или окислительной воздушной атмосферой (серия СНО).
Печи СНО рассчитаны для широкого потребителя. В случае необходимости защитной атмосферы в такие печи устанавливают специальные герметичные контейнеры, где создается требуемая для термообработки атмосфера. Печи серии СНЗ рассчитаны на подачу защитной атмосферы извне. Некоторые, выпускаемые нашей промышленностью печи СНО и СНЗ представлены в табл. 3.1 и 3.2. Такие же печи выпускаются фирмами Naber, Heraeus, Ruhstrat (ФРГ), LEW (ГДР), SOLO (Швейцария) и др.
Эти печи благодаря своей универсальности и простоты конструкции используются как во вспомогательном, так и в основном производстве крупных предприятий, в ремонтных мастерских, в исследовательских лабораториях. Состоит из прямоугольной камеры с огнеупорной футеровкой и теплоизоляцией, перекрытой сводом и помещенной в металлический кожух.
| Условное обозначение | Размеры рабочего пространства, мм | Темпе-ратура печи, °С | Установ-ленная мощность, кВт | Среда нагрева |
| ширина | длина | высота | ||
| СНОС-6.7.12/3 | Воздух | |||
| СНОС-10.13.10/3 | ||||
| СНОС-5.5.5,5/5 | ||||
| СНОС-7.6,3.10/6 |
Печь загружается и выгружается через отверстие в передней стенке, прикрываемое дверцей. Маленькие печи для удобства их загрузки устанавливаются на ножках, большие печи — непосредственно на полу цеха. Подовые нагреватели перекрываются обычно жароупорными плитами, на которые и укладываются нагреваемые изделия. Загрузку и выгрузку мелких деталей обычно осуществляют вручную, а для крупных деталей печи снабжают устройствами внешней механизации типа тележек с подъемниками, подвесных на монорельсе клещей, загрузочных машин. Под этих печей иногда снабжают шаровыми или роликовыми направляющими для облегчения загрузки тяжеловесных изделий или деталей на поддонах.
Основные технические данные среднетемпературных камерных печей /Сок., Арен/
| Индекс | Внешние габариты, м | Производи-тельность, кг/ч | Расход газа, м 3 /ч | Мощность, кВт | Приме-чание |
| Пламенные печи Теплопроекта | |||||
| ТНО-4.8.4,5/11,5 | 1,6´1,5´2,0 | — | |||
| ТНО-5.10.5,5/11,5 | 0,9х1,6х2,1 | — | |||
| ТНО-8.12.6,5/11,5 | 2,0´2,0´2,2 | — | |||
| ТНО-8.16.6,5/11,5 | 2,5´2,0´2,2 | — | |||
| ТНО10.14.8/11,5 | 2,2´2,2´2,4 | — | |||
| ТНО10.20.8/11,5 | 2,8´2,8´2,4 | — | |||
| Печи заводов ЭТО (с металлическими нагревателями) | |||||
| СНО/СНЗ 3.6.2/10 | 1,4х1,6х1,6 | — | |||
| СНО/СНЗ 4.8.2,5/10 | 1,5х2,0х2,1 | — | |||
| СНО/СНЗ 6.12.4,0/10 | 2,0х2,8х2,5 | — | |||
| СНО/СНЗ 8.16.5,0/10 | 2,2х3,3х2,7 | — | |||
| СНЗ 4.8.2,5/ 12 | 1,5х2,0х2,1 | — | |||
| СНЗ 6.12.4,0/12 | 2,0х2,8х2,5 | — | |||
| СНЗ 8.16.5,0/12 | 2,2х3,3х2,7 | — | |||
| СНЗ 11.22.7,0/12 | 2,6х4,0х2,8 | — |
Камерные печи могут иметь значительные конструктивные различия между собой, которые определяются назначением и характером их использования. Так, например, печи, предназначенные для термообработки стальных небольших деталей, укладываемых непосредственно на под разогретой печи, должны иметь высоту рабочего пространства в 1,5…2 раза меньшую, а длину во столько же большую чем ширина печи. При таком соотношении размеров рабочей камеры дверца в этих печах обычно перемещается вверх-вниз, позволяя открывать загрузочный проем на любую необходимую высоту.
В печах для нагрева керамических материалов и др. неметаллический изделий, когда они загружаются в холодную камеру и нагрев осуществляется медленно, размеры рабочего пространства должны выбираться с учетом наиболее полного его использования: ширина, длина и высота должны быть при этом примерно равны. Дверца в таких печах обычно открываются поворотом в сторону, обеспечивая свободный доступ в рабочую камеру. Эти печи в основном высокотемпературные и часто нагреватели располагаются на стенке дверца.
Низкотемпературные электрические печи сопротив-ления.
Низкотемпературные печи характеризуются конвективной передачей тепла нагреваемым изделиям. В печах с температурой 300…700 °С для интенсификации переноса тепла в камере предусматривается принудительная циркуляция воздуха. Конструктивно низкотемпературные печи можно подразделить на печи с естественной и принудительной циркуляцией печной атмосферы. Для этого в рабочей камере печи может предусматриваться вентилятор или вне печи — калорифер. Калорифер является устройством, объединяющим нагревательные элементы и вентилятор, из которого горячий воздух поступает в рабочую камеру печи для нагрева изделия.
К низкотемпературным печам также относятся сушильные печи серии СНОС с рабочей температурой до 300 °С: СНОС –6.7.12/3, СНОС –10.13.10/3 (см. табл. 3.1). Низкотемпературные печи с рабочей температурой до ~700 °С выпускаются следующих типов: CHO — 3.6,5.2/7; СНО — 4.8.2,6/7; CHO — 5.10.3,2/7; СНО — 6,5.13.4/7; CHO — 8,5.17.5/7.
Эти камерные печи сопротивления используются и для цементации в случае их включения в состав соответствующих агрегатов. Они снабжаются сводовыми вентиляторами для лучшего перемешивания атмосферы в рабочей камере.
Типичная конструкция таких печей представлена на рис. 3.1.
Футеровка печей, рассчитанная на температуру примерно 300…700 °С, выполняется из мягкого волокнистого теплоизо-ляционного материала. На противоположных боковых стенках располагаются в несколько рядов проволочные спиральные нагреватели, отделённые от рабочей камеры экраном.
Свод и под состороны боковых стенок печи имеют закруглённые переходы для направленного обдува нагревателей и изделий, размещённых в поддоне. Тем самым обеспечивается интенсивный нагрев. Вентилятор, смонтированный в своде печи, создаёт циркуляцию печной среды, прогоняя ёё через нагреватели вниз и вверх через загрузку.
Рис. 3.1. Камерная печь с принудительная циркуляцией печной атмосферы: 1 — вентилятор; 2 — дверца; 3 — вытяжной зонт; 4 — механизм подъёма дверцы; 5 — двигатель вентилятора; б — свод печи; 7 — направляющие; 8 — нагреватели; 9 — футеровка; 10 — опоры загрузочного поддона; 11 – экран
В качестве нагревателей печей с номинальной температурой З00… 500 °С могут использоваться трубчатые нагреательные элементы (ТЭНы), как в случае печей типов СНОС — 6 . 7. 12/3, CHO — 7 . 6,3 . 10/6 и др.
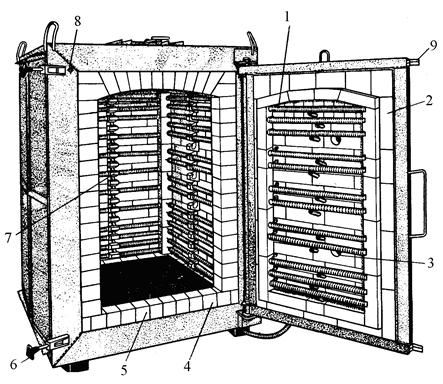
Низкотемпературные печи также выпускаются и без принудительной циркуляции воздуха в рабочей камере. Конструкция такой печи приведена на рис. 3.2.
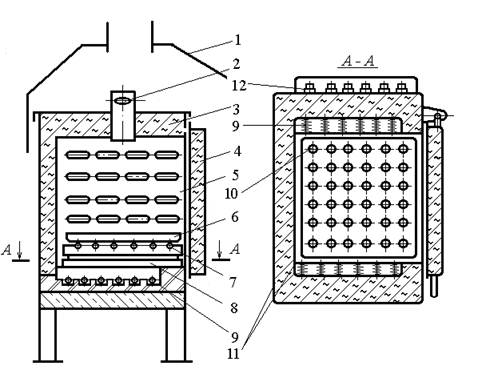
Рис. 3.2. Низкотемпературная камерная печь сопротивления: 1 — вытяжной зонт; 2 — заслонка; 3 — волокнистая теплоизоляция; 4 — дверца 5 — прорези внутреннего кожуха; 6 — загрузочный поддон; 7 — катки; 8 — выемной поддон; 9 — нагреватели; 10 — Отверстия в выемном поддоне; 11 — каркас; 12 — выводы нагревателей
Внутренний и наружный стенки печей на З00…500 °С выполняются из металла. Пространство между стенками прокладывается волокнистым теплоизоляционным материалом, в качестве которых в последнее время всё шире стали использоваться минеральные стекловолокна, базальтовые волокна и др.В конструкциях прежних разработок такими материалами служили сыпучие материалы — совелитовый порошок, перлитовый песок, диатомитовая крошка и др. Дверца печи также имеет двойной каркас. Пространство между ними также заполняется волокнистым теплоизоляционным материалом.
Дверца печи является поворотной и для плотного прилегания предусматривается винтовой прижим.
Используемые металлические нагреватели в виде проволочных спиралей в этих печах обычно устанавливаются в нижней части камеры печи в специальных пазах футеровки пода.
Пазы выполняются в легковесном шамотном кирпиче марки ШЛ-0,4. Нижняя часть футеровки пода выполняется из диатомитового кирпича.
В своде печи имеется вертикальная труба с заслонкой 2 для регулирования отвода газов через вытяжной зонт 1. В составе агрегатов выпускаются печи низкого и высокого отпуска, но они не могут использоваться в виде отдельных установок, поскольку приспособлены под загрузочные механизмы агрегатов.
Нагревательные установки типа ПАП.
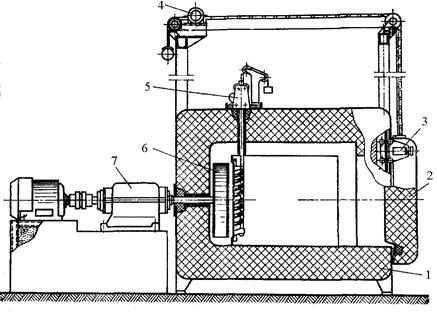
К камерным печам относятся нагревательные установки типа ПАП (печи аэродинамического подогрева). В этих печах используется новый метод обогрева, где генерация тепла осуществляется ротором центробежного вентилятора с профилированными лопатками. Вентилятор создает поток воздуха или газа и движет его с большой скоростью в рабочей камере печи, в результате чего происходит разогрев. Ротор вентилятора приводится в движение от привода. Контроль режима нагрева осуществляется регулятором теплового эффекта. Передача тепла осуществляется конвективным способом, что обеспечивает равномерность нагрева (±1…3 °С) и более быстрый прогрев изделий. Печи типа ПАП применяют для нагрева под закалку деталей из алюминиевых и магниевых сплавов. Схема, печи ПАП-9 показана на рис. 3.3.
Перенос деталей в закалочную ванну осуществляется загрузоч-по-разгрузочным приспособлением, установленным рядом с печью. Рабочая температура печи 500 ± 3 °С. Мощность привода печи ПАП-9-40 кВт; частота вращения ротора 1460 об/мин; размеры рабочей камеры 1500 х 1100 х 1100 мм; габариты печи 4800 х 2230 х 4000 мм.
Среднетемпературные печи.
Ксреднетемпературным печам могут быть отнесены печи от 700 до 1250 °С. В этом интервале температур теплопередача излучением является доминирующей. Верхняя граница температур этих печей определяется возможностью применения металлических нагревателей, способных работать в окислительной среде. Среднетемпературные термические печи чрезвычайно разнообразны. Лишь немногие типы из них выпускаются сериями, являясь в некоторой степени универсальными, значительно больше существуют индивидуальные типы печей, приспособленные к нагреву определенных изделий /2/. Рассмотрим типы печей прежних лет, которые все еще встречаются на предприятиях машиностроения и новые печи, представляющие основные направления современного печестроения.
Дверца среднетемпературных камерных печей, как правило, выполняются подъемными: у небольших печей с ручным или ножным приводом, у более крупных – с электромеханическим. В печах с небольшими размерами рабочего пространства дверца может открываться поворотом в сторону вручную.
В печах, оснащенных электромеханическим приводом открывания дверца у верхнего и нижнего положений дверцы устанавливаются конечные выключатели, отключающие электродвигатель в крайних её положениях.
Топливные печи.
Среди камерных среднетемпературных газовых печей, разработанных научно-исследовательским институтом “Теплопроект”, нашли распространение печи с сжиганием топлива непосредственно в рабочем пространстве. В термических отделениях инструментальных и механических цехов, предназначенных для термической обработки измерительного и режущего инструмента из углеродистой и легированной сталей, а также ковочных и листоштамповочных штампов и прспособлений, применяют камерные газовые печи с шаровым подом (рис. 3.4).
Максимальная температура в печи 950 °С. Печь работает на природном газе с расходом 35…45 м 3 /ч. Металлический каркас печи выложен огнеупорным материалом. На под печи уложены четыре желобковые направляющие 4, в которых находятся шары 5 из жаропрочной стали, служащие для облегчения передвижения поддонов с деталями, штампами или цементационными ящиками при загрузке и разгрузке печи.
Поддоны устанавливаются на загрузочный стол 2 и при помощи толкателя или крюка по шарам направляются в рабочую камеру печи. Печь снабжена инжекционными горелками 7. Заслонка 1 поднимается и опускается пневматическим подъемником через ролик 3.
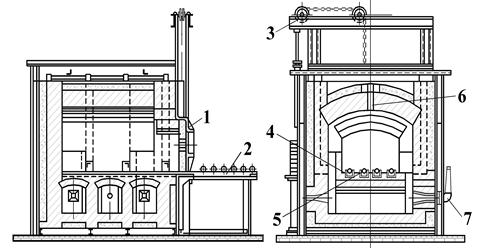
Рис. 3.4. Камерная газовая печь с шаровым подом
Детали в печи нагреваются за счет теплового излучения стенок и свода печи. Температура в печи контролируется автоматически при помощи мембранного клапана. Термопара устанавливается в отверстие 6, расположенное в кладке печи. Площадь рабочего пода 1150х1900 мм 2 , высота рабочего окна 520 мм. Производительность печи при цементации 25 кг/ч, при нагреве для закалки и нормализации 200—250 кг/ч.
Электрические камерные печи сопротивления.
Камерные печи с металлическими нагревателями изготавливаются самых различных величин, от очень маленьких до очень крупных. Наши заводы выпускают серию камерных печей в основном с ручной загрузкой типа СНО мощностью от 14 о 140 т размерами рабочей камер от З00 х 600 х 200 мм до 1100 х 2200 х 700 мм (табл.3.2).
Печь СНО–9.14.7/10 снабжена механизированным загрузочным столом. Среднетемпературные печи снабжены нихромовыми или железо- хромоалюминиевыми нагревателями и жароупорными подовыми плитами и могут обеспечить нагрев изделий до 1250 °C . Все они выполняются однозонными. Они рассчитаны для работы с защитной атмосферой (индекс CH3), но в них можно применять и обычную среду /7/ .
Приведённая на рис. 3.5 /из Никол-ва/ камерная печь СНЗ–8,5. 17. 5/10 снабжена таким устройством с «пламенной завесой».
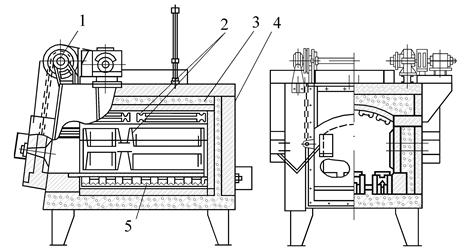
Рис. 3.5. Камерная электрическая печь сопротивления: 1 — дверца; 2 — футеровка дверцы; 3- механизм подъема дверцы; 4 — кожух; 5 — футеровка печи; 6 — сводовые нагреватели; 7- боковые нагреватели; 8 — подовые нагреватели; 9 — устройство пламенной завесы; 10 — вывод нагревателей; 11 — кожух
Герметизировать камерную печь полностью трудно, так как у дверцы образуются щели, через которые выходит газ. Поэтому, если желательно ограничить окисление нагреваемых в печи изделий, то применяют «пламенную завесу. В таких печах горячий газ поступает при открытии дверцы в окно печи через трубку с множеством отверстий и вспыхивает, поглощая поступающий через дверцу кислород воздуха.
Эта камерная электропечь сопротивления периодического действия, с окислительной атмосферой, с размерами рабочего пространства 850 х 1700 х 500 мм, максимальная температура нагрева 1000° С. Питание нагревателей осуществляется от трехфазной сети через трансформатор.
Печь нагревается сводовыми нагревательными элементами 6 и боковыми 7, а также подовыми 8 (сплав Х20Н80 — в виде проволоки диаметром 7 мм). Рабочая температура печи регулируется автоматически. Двери поднимаются и опускаются с помощью электромеханического привода 3. Производительность печи 300 кг/ч. Электропечи типа СНО — компактны, производительны, с небольшим расходом электроэнергии и большим сроком службы металлических нагревателей. Недостатки этих печей — наличие окислительной атмосферы.
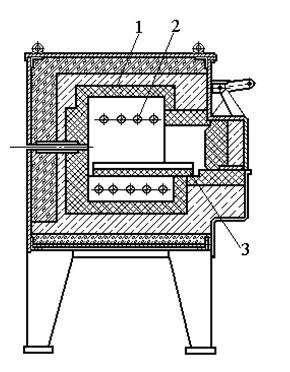
Конструкция камерной электрической печи с контролируемой атмосферой типа СНЗ-2,5.5.1,7/10 показана на рис. 3.6.
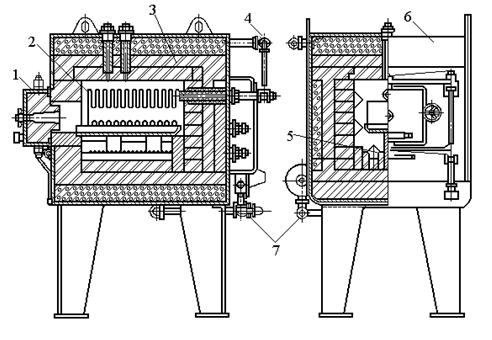
Рис. 3.6. Камерная электрическая печь с контролируемой атмосферой типа СНЗ-2,5.5.1,7/10: 1 — дверца, 2 — боковой нагреватель, 3 — футеровка, 4 — газопровод, 5 — под, 6 — кожух, 7 — трубопровод
Печь имеет размеры рабочего пространства 500х250х170 мм. Максимальная температура нагрева 1000 °С. Рабочая температура печи регулируется автоматически. Кожух печи герметичен, проволочные нагреватели расположены на поду и боковых стенках рабочей камеры. В других печах СНЗ нагреватели дополнительно уложены на своде и дверце. Расход защитного газа на рабочую камеру составляет 2,5 м 3 /ч и на пламенную завесу 5 м 3 /ч. Потребляемая мощность печи при садке 50 кг и нагреве до 850 °С составляет 12 кВт.
Защитная атмосфера вводится по газопроводу 4 через заднюю торцовую стенку. В нижней части кожуха печи крепится трубопровод 7 из двух линий: по одной подается газ, по другой—воздух. Газ и воздух смешиваются в горелке и, сгорая, создают пламенную газовую завесу при открытой дверце 1. Нагревательные элементы 2 располагаются на поду 5 и стенках рабочей камеры. Электропечи серии СНЗ применяются для отпуска, отжига, нормализации и закалки.
На рис. 3.7 представлена камерная электропечь с ножным приводом дверцы /5/ . Кожух печи 1 выполняется из листовой или профилированной стали. Кладка печи состоит из трех слоев. Внутренний огнеупорный слой выполняется из стандартных и фасонных шамотных кирпичей, а тепловая изоляция выполнена из двух слоев: из диатомитового кирпича и из диатомитовой засыпки.
Нихромовые спиральные проволочные нагреватели 3 располагаются на боковых стенах и поде печи. Подовая плита 6 защищает нижние нагреватели от механических повреждений и попадания окалины. Одновременно подовая плита служит опорой для загружаемых в печь изделий.
Дверца печи 5 служит для закрытия или открытия оконного отверстия в стене и при загрузке и выгрузке изделий. Имеет ножной педальный привод.
Потери холостого хода подобных камерных серийных печей оставляет от 25 до 40 % из номинальной мощности, время разогрева до рабочей температуры 5…10 часов. Такие низкие эксплуатационные показатели серийных камерных печей объясняются их чрезмерно тяжелой кладкой особенно ее огнеупорным слоем, аккумулирующим много тепла /2/. Поскольку камерные печи работают большей частью одну-две смены с частыми простоями и недогрузом, то их КПД очень низок. Поэтому в настоящее время намечена новая серия камерных печей с облегченной футеровкой, которая должна обеспечить более высокие эксплуатационные показатели. Заводы ЭТО в настоящее время выпускают ряд типоразмеров среднетемпературных печей с облегчённой футеровкой (рис. 3.8) .
Футеровка такой печи двухслойная. Внутренний огнеупорный слой выполняется из волокнистого формованного материала в виде плит, соединённых между собой специальными металлическими анкерами. В качестве наружного теплоизоляционного слоя используются минераловатные изделия.
Основная часть печей поставляется потребителю в футерованном виде, что облегчает ввод их в эксплуатацию. Крупные печи поставляются в комплекте с фасонными футеровочными изделиями и подвергаются сборке на месте.
Рис. 3.8. Камерная печь на номинальную температуру 1000 °С с защитной атмосферой: 1 — сводовые нагреватели; 2 — пакеты из муллитокремнезёмистого волокна; 3 — термоэлектрический преобразователь; 4 – подвод защитной атмосферы;5 — кожух выводов нагревателей; 6 — привод механизмов перемещения дверцы; 7 — механизм перемещения дверцы; 8 — дверца; 9 — защитный кожух перемещения дверцы; 10 — крючки подвески сводовых нагревателей; 11 — наружный экран; 12 — формованные волокнистые плиты; 13 — анкеры крепления плит между собой; 14 — поддон; 15 — корундовый легковесный кирпич; 16 — перлитокерамический кирпич; 17 — подовые нагреватели; 18 — боковые нагреватели
Аналогичные печи выпускаются немецкой фирмой Naber на номинальные температуры 1150 °С и 1260 °С. Более широкий круг типоразмеров выпускается на 1150 °С с размерами рабочей камеры от 250 х 350 х 250 мм до 1000 х 1300 х 500 мм мощностью от 9 до 63 кВт в то время как на 1260 °С только два типоразмера рабочей камеры: 250х350х250 мм и 350 х 500 х 250 мм мощностью соответственно на 12 и 15 кВт. Дверца печей открываются вручную с перемещением их в горизонтальном направлении для выдвижения из дверного проёма и затем вертикально с небольшим усилием благодаря регулируемой балансировке рычажного механизма с противовесом.
Немецкая фирма Naber выпускает ряд типоразмеров камерных печей с проволочными нагревателями 900, 1280, 1340, 1400 °С. У нас в стране эти печи служат для обжига керамики. Нагреватели располагаются с пяти сторон: трех стенок, дверца и пода. Нагреватели изготовляются из железохромоалюминиевого сплава. Они выпускаются на каждую температуру девяти типоразмеров с размерами рабочей камеры от 400 х 560 х 475 мм до 1000 х 1400 х 1600мм с мощностью о 8 до 126 кВт.
Дверцы этих печей открываются вручную с поворотами в сторону. Для удобства загрузки дверцы имеют значительные размеры (близкие размерам стенки камеры).
В нашей стране такие печи с проволочными нагревателями не выпускаются.
Камерные печи-агрегаты выполняются на номинальные температуры 950…1000 °С в соответствии с температурой проведения газовой цементации конструкционных сталей, принимаемой в качестве основного технологического назначения агрегатов. Они могут комплектоваться отпускными печами и моечно-сушильными установками, объединяемыми между собой погрузочно-разгрузочным механизмом, перемещающимся по рельсовому пути. Возможно независимое применение печи-агрегата для проведения процессов химико-термической и термической обработки. Таким образом, камерные агрегаты по существу представляют собой гибкие производственные модули.
Печи этого вида отечественного и зарубежного производства представляют собой выполненные в одном кожухе камеры нагрева и охлаждения с механизированным перемещением загрузки между ними. Регулированием состава углеродсодержащей атмосферы достигается проведение диффузионных процессов и получение светлой поверхности деталей при закалке, нормализации, отжиге и последующем охлаждении. Камеры охлаждения, в зависимости от используемых общепромышленных технологий, универсальны по набору способов охлаждения. Они имеют закалочный масляный бак с подогревом и перемешиванием масла, вентилятор для интенсивного обдува загрузки газом; возможно остывание садки в спокойной газовой среде с излучением тепла на водоохлаждаемые стенки камеры.
Нашей промышленностью выпускаются камерные печи-агрегаты (камерные универсальные механизированные печи) двух типоразмеров со следующими техническими данными:
| Основные характеристики | СНЦ-5.10.5/9,5 И2 | СНЦ-8.12,5.6/9,5 И1 |
| Установленная мощность, кВт | ||
| Мощность нагревателей печи, кВт | ||
| Номинальная температура, °С | ||
| Максимальная масса садки, кг | ||
| Температура закалочного масла,°С | 60…160 | 60…160 |
| Расход эндогаза, м 3 /ч |
Печи выполнены как однокамерные агрегаты с загрузкой и выдачей садки со стороны камеры охлаждения. Камеры нагрева снабжены нагревателями, помещенными в жароупорные трубы, расположенные вертикально вдоль боковых стен. Поддон с деталями устанавливается на подовых опорах из карбида кремния. Циркуляция газа осуществляется в них с помощью вентилятора типа мешалки, установленного в своде камеры. Такого же типа вентилятор устанавливается в камере охлаждения. Стол в этой камере позволяет одновременно производить закалку и загружение следующего поддона в камеру нагрева.
Печи-агрегаты зарубежного производства выполняются в одно- и двухкамерном исполнении — по количеству камер нагрева в одной печи. Так, фирма Аiсhеlin предусматривает компоновочные решения, в которых одно- и двухкамерные печи имеют разгрузочный проем либо только в камеру охлаждения, либо дополнительно и с противоположной стороны. Это позволяет в зависимости от преобладающего в программе технологического процесса выбрать рациональную кострукцию печи и компоновку ее с другими установками в одном агрегате.
Фирма Iрsеn выпускает состоящий из более десяти типоразмеров ряд однокамерных печей-агрегатов на номинальную температуру 1000° С (максимальная 1100° С). Диапазон размеров рабочего пространства — ширина, длина, высота — от 280 х 460 х 300 до 1220 х 1520 х 760 мм соответственно максимальной массы садки от 90 кг до 1300 ,кг, мощности нагревателей от 27 до 180 кВт. Камера охлаждения выполняется в вариантах с одно- или двухъярусным по высоте столом, вентиляторами с рабочим колесом для перемешивания атмосферы или интенсивной циркуляции для ускоренного охлаждения загрузки (рис. 3.9).
В камере нагрева загрузка помещается в муфеле, выполненном из секций; материал муфеля — карбид кремния или керамика. Подовая плита, на которой устанавливается загрузка, также карбидокремниевая и имеет отверстия для прохода циркулирующего газа. Муфель служит направляющим аппаратом для организации газового потока в камере. С помощью вентилятора, примыкающего к отверстию в верхней части муфеля, газ внутри печи обтекает трубы-нагреватели и засасывается снизу сквозь загрузку. Отверстия в центральной части подовой плиты имеют большую поверхность, чем по краям, что улучшает смывание газом внутренних деталей загрузки.
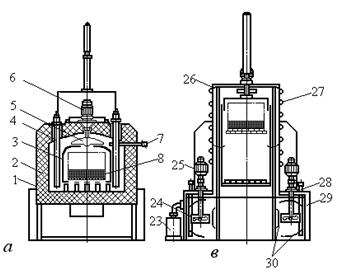 |  |
| Рис. 3.9. Камерная электропечь-агрегат: 1 — камера нагрева; 2 — футеровка; 3 — муфель; 4 — нагреватели в трубах; 5 – вентилятор; 6 – электродвигатель вентилятора; 7 — датчик температуры печи; 8 – поддон для загрузки; 9 – транспортер; 10 — нагреваемая загрузка; 11 — датчик состава атмосферы; 12 — внутренняя дверца; 13 – механизм подъема дверцы; 14 — камера циркуляционного газового охлаждения загрузки; 15 — механизм подъема загрузочного стола; 16 – вентиляторы; 17 — охлаждаемая загрузка; 18 – механизм открывания наружной дверцы; 19 — загрузочный стол; 20 — наружная дверца; 2 — уровень закалочного масла; 22 — закалочный бак; 23 — холодильник закалочного масла; 24 — уст-ройство перемешивания и циркуляции масла; 2 – электро-двигатели; 26 – направляющие газового потока; 27 – трубки водяного охлаждения наружной поверхности камеры; 28 — нагреватели подогрева масла; 29 — теплоизоляция закалочного бака; 30 — направляющие циркуляции масла |
Муфель также предотвращает прямое излучение нагревателей на садку, создающее существенные перепады температуры по ее толщине. Наряду с теплопередачей через стенки муфеля, в том числе путем излучения, значительная часть тепла переносится интенсивно циркулирующим газом, что снижает перепады температуры в загрузке, обеспечивает примерно одновременный выход всех деталей на температуру начала диффузии, позволяет обрабатывать сравнительно плотно упакованные садки с получением равномерного слоя насыщения.
Высокотемпературные камерные электропечи.
К высоко-температурным печам сопротивления относят печи с рабочей температурой выше 1200…1250 °С. Раньше граница между среднетемпературными и высокотемпературными печами лежала в интервале 1000 …1050 °С. Однако, в настоящее время благодаря применению для нагревателей железо-хромоалюминиевых сплавов Х23Ю5А и Х27Ю5А она поднялась до 1200 … 1250 °С. Наиболее распространенной является группа высокотемпературных печей с карборундовыми нагревателями из карбида кремния. Они могут работать до 1450 °С и такие нагреватели перекрывают диапазон 1200…1400 °С.
Высокотемпературные печи прежних лет отличались от среднетемпературных печей более толстой футеровкой, состоящей, как правило, из трех слоев. Огнеупорный слой выкладывался с использованием высокоглиноземистых огнеупоров или карборундовых фасонов, подовые плиты — из карбофакса, хорошо проводящего тепло и способного работать при тех же температурах, что и карборундовые нагреватели. Теплоизоляционный слой в таких печах обычно не может прилегать непосредственно к огнеупорному, так как на внешней границе последнего развивается довольно высокая температура. Поэтому между огнеупорной стенкой и теплоизоляцией устанавливали еще один промежуточный слой, который выполнялся или из пеношамота или ультралегковеса.
Современные высокотемпературные промышленные печи имеют футеровку из двух слоев. Это стало возможным благодаря разработке новых высокоэффективных огнеупорных и теплоизоляционных материалов.
Нагреватели применяются как с утолщениями на концах (силитовые) так и с выводами пониженного сопротивления (глобаровые). Часто глобаровые нагреватели устанавливаются в печах горизонтально, встречаются и вертикальные конструкции.
Сопротивление нагревательных стержней существенно меняется по мере их разогрева. Поэтому во избежание их выхода из строя требуется медленный нагрев до 850 °Сна пониженном напряжении. Для этой цели силитовые и глобаровые печи снабжаются регулировочным трансформатором. По мере эксплуатации сопротивление стержней также меняется. Поэтому питающее напряжение должно быть регулируемым. Стержни могут быть включены последовательно или параллельно. Такие нагреватели позволяют нагревать изделия в рабочей камере до 1450 °С, мощность печей составляет от 10 до 125 кВт. Следует иметь в виду, что карборундовые стержни, как в холодном, так и в горячем состоянии очень хрупкие. Для номинальных температур (более 1250 °С) на заводах машиностроения можно встретить электрические камерные печи серии Г с карборундовыми нагревателями постоянного сечения (глобары). Конструкция печи типа Г-З0А с горизонтально расположенными карборундовыми нагревателями показана на рис. 3.10.
Нагреватели 2 в виде стержней помещают в горизонтальном положении у свода 1 и под подом 3 печи, состоящим из карборундовых плит. В задней стенке печи имеется отверстие для установки термопары. Печи этого типа комплектуются трансформаторами с несколькими ступенями напряжения. По мере увеличения сопротивления карборундовых стержней вследствие старения напряжение на зажимах трансформатора повышают. Технические данные электропечи Г-З0А: мощность 30 кВт; напряжение 380 В; напряжение на нагревателях 105…238 В; производительность при нагреве от 850 до 1300 °С — 50 кг/ч, размеры рабочего пространства 30 х 400 х 250 мм; габаритные размеры печи: 1585 х 1590 х 1786 мм; общая масса печи 1600 кг.
В некоторых конструкциях печей данного типа используется контролируемая атмосфера. Недостатки печей: частый выход из строя карборундовых стержней из-за хрупкости, отсутствие механизированной загрузки и выгрузки деталей, окисление деталей при выходе их из печи и переносе в закалочный бак. В печах нагревают под закалку инструменты из быстрорежущих и хромистых высоколегированных сталей. Инструменты перед загрузкой в высокотемпературную печь подогревают до 850 °С в другой печи.
Для совмещения двух операций в одной печи иногда применяют двухкамерную печь. Нижняя камера служит для подогрева деталей до температуры 850 °С. Верхняя камера используется для окончательного нагрева до 1300 … 1350 °С. Нагреватели нижней камеры выполнены из сплава Х20Н80 и размещены на боковых стенках печи; в верхней камере установлены карборундовые нагреватели, подключаемые к понижающему трансформатору. Расположение камер в этих печах вертикальное: нижняя — для подогрева, верхняя — высокотемпературная. Применение двух камер позволяют облегчить условия работы стержней, а также делает печь более универсальной. Размеры нижней камеры 330 х 410 х 180 мм, верхней камеры 250 х 360 х 175 мм. Мощность нижней камеры 9 кВт, верхней — 9,75 кВт. Производительность печи 30 кг/ч.
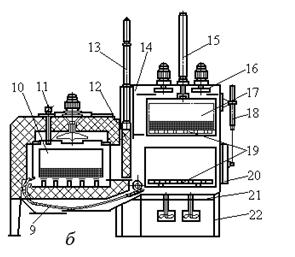
Камерные электропечи широкого назначения на номинальную температуру 1300 °С и выше снабжаются карбидо-кремниевыми стержневыми нагревателями (силитовые стержни), установленными вертикально вдоль боковых стенок камеры (рис. 3.11). Это печи выпускаются с размерами рабочего пространства 300 х 400 х 250 и 400 х 800 х 250 мм, мощностью 30 и 50 кВт.
Высокотемпературные печи с нагревателями из карбида кремния, предназначенные для работы с воздушной атмосферой, имеют индексы СНО — 2.3.2/13, СНО — 3.4.2,5/13 и СНО — 5.8.3/13, некоторые из них также приведены в табл. 3.3.
Ряд типоразмеров печей такого же типа конструкции, поставляемых и в нашу страну, выпускает предприятие LEW (ГДР).
Печи этого температурного, уровня используют для термообработки инструмента, нередко взамен соляных ванн, как значительно менее загрязняющие окружающую среду. Они применяются для процессов обжига неметаллических материалов и изделий, например, в производстве люминофоров, для спекания металлических порошков, обжига керамики, нанесения высокотемпературных упрочняющих покрытий и т. д. В некоторых случаях их используют для нагрева металла, например, под ковку.
Основные технические данные некоторых камерных высокотемпературных электрических печей
| Индекс печи | Площадь пода, м 2 | Внешние габариты, м | Мощ-ность, кВт | Произво-дитель-ность, кг/ч |
| с карборундовыми нагревателями | ||||
| СНО-3.4.2,5/13 (Г-30) | 0,12 | 1,4.1,5.1,8 | ||
| СНО-4,5.7.3,5/13(Г-50) | 0,32 | 1,6.1,8.1,9 | ||
| из дисилицида молибдена | ||||
| СНО-2,5.5.1,7 /15 | 0,13 | 1,2.1,3.1,2 | 13,1 | |
| СНО-3.6,5.2 /15 | 0,20 | 1,2.1,5.2 | 17,5 | |
| СНО-4.8.2,6 /16 | 0,32 | 1,8.2,2.2,2 | 18,2 | |
| СНО-5.10.3,2 /16 | 0,50 | 2,1.2,5.2,4 | 24,7 | |
| СНО-8,5.11.5 /16 | 0,94 | 2,4.2,6.2,5 | 62,5 |
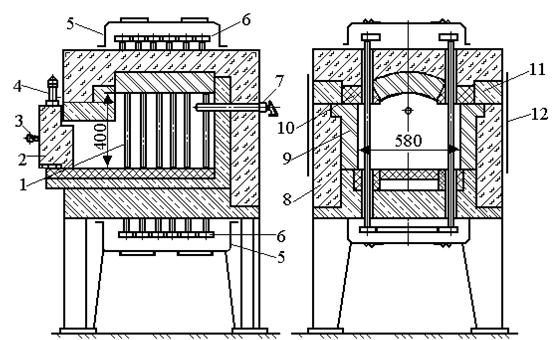
Рис. 3.11. Камерная электропечь с карбидокремниевыми нагревателями:
1 — нагреватели; 2 — дверца; 3 — рукоятка перемещения дверцы; 4 — ось поворотной опоры дверцы; 5 — кожух выводов; б — перемычки выводов нагревателей; 7 — термоэлектрический преобразователь; 8 — муллитокремнеземистое волокно; 9 — шамот легковесный плотностью 1300 кг/м 3 ; 10 — мулли-токорунд среднеплотный; 11 — шамот легковесный плотностью 1000 кг/м 3 ; 12 — защитный экран
Фирма Nаbеr также выпускает ряд типоразмеров камерных печей на 1260-1340° С с проволочными нагревателями из железохромоалюминиевого сплава сопротивления. Это печи с размерами рабочего пространства от 400 х 500 х 475 до 1000 х 1400 х 1600 мм, мощностью от 10 до 126 кВт соответственно. Дверцы печей открываются вручную с поворотом в сторону, размеры их близки к соответствующим размерам камеры. Нагреватели размещены на всех вертикальных стенках, на дверце и в поду (рис. 3. 12).
В нашей стране серийно выпускается промышленная камерная электропечь на номинальную температуру 1500 °С типа СНО-3,2.6.2,5/15 для обжига специальной керамики, металлокерамики, ферритов и т. д. Печь снабжена силицидмолибденовыми U-образными нагревателями, расположенными вдоль боковых стен камеры. Подобного назначения и конструкции печи выпускает, например, фирма Linn (ФРГ).
Новые конструктивные решения камерных электропечей.
Основные конструктивные элементы камерных электропечей рассматриваемого температурного уровня претерпели в последние годы существенные изменения.
Интенсивное расширение выпуска новых эффективных теплоизоляционных материалов, в том числе на волокнистой основе, позволило значительно улучшить конструкцию футеровки. Для камерных печей, используемых большей частью в одно- и двухсменных режимах, особенно важно применение футеровочных материалов с малой объемной массой. Из традиционных материалов для огнеупорного слоя в камерных печах с температурой 950…1300 °С до настоящего времени используются легковесные изделия.
В электропечах отечественного производства с воздушной атмосферой применяется шамотный легковесный кирпич объемной массой 1000 и 1300 кг/м 3 , а для печей с контролируемой атмосферой углеродсодержащей атмосферой — корундовый легковес 1300 кг/м 3 . Для пода, где требуется повышенная прочность, используются изделия из плотного шамота или корундового легковеса. В печи на 1500 °С в огнеупорном слое применяются муллитовые легковесные изделия, для нагруженных деталей — муллитовые среднеплотные.
Для теплоизоляционного слоя этих печей применяются пенодиатомитовый кирпич в печах с воздушной атмосферой и перлитокерамический — с контролируемой. В печах с номинальной температурой 1200 °С и выше футеровка трехслойная, прилегающая к огнеупорному слою часть теплоизоляции выполняется из легковесного шамотного кирпича плотностью 400 кг/м 3 .
В новых конструкциях серийных камерных электропечей на 1000 и 1200 °С взамен традиционных футеровочных материалов применяются жесткие и мягкие изделия из муллитокремнеземистого и муллитового волокна в огнеупорном слое и во внутренней части теплоизоляционного слоя и минераловатные изделия во внешней части теплоизоляционного слоя. Из жестких, получаемых методом формования и последующего спекания изделий используются шамотно-волокнистые плиты, в частности, марки ШВП-350, и близкие по составу безобжиговые керамоволокнистые изделия объемной массой 350…380 кг/м 3 . Обе модификации футеровки электропечей — с плитами ШВП и с керамоволокнистыми изделиями — конструктивно взаимозаменяемы. Ненагруженные участки огнеупорного слоя в некоторых печах выполняются из мягких изделий, изготовляемых из нарезанных и сложенных в пакеты листов рулонного материала.
Плотность таких пакетов около 200 кг/м 3 , из них выкладывается и теплоизоляционный слой футеровки. В нагруженных частях конструкций — опорах подовых плит, порогах дверного проема — частично используются традиционные огнеупорные изделия. Применение мягких изделий из муллитового волокна намечено в огнеупорном слое камерных печей на 1300 °С, где нагреватели закреплены на корпусе печи и футеровка разгружена. В новой печи на 1500 °С для огнеупорного слоя предполагается использование, в частности, сферокорундовых легковесных изделий плотностью 1000…1300 кг/м 3 , для теплоизоляционного слоя — муллитового и муллитокремнеземистого волокна.
Применение указанных материалов в футеровке камерных печей широкого назначения позволяет значительно повысить их технико-экономические параметры и эксплуатационные показатели. При этом масса футеровок уменьшается в 3…4 раза, время разогрева печей до номинальной температуры сокращается в 2…3 раза, расход энергии на тепловые потери через теплоизоляцию снижается в 1,5…2 раза. Значительно сокращается трудоемкость изготовления печей.
С заменой материалов претерпевают изменения традиционные методы футерования печей. Монтаж формованных изделий осуществляется креплением их с помощью металлических анкеров и тяг между собой и к кожуху печи. На своде плиты подвешиваются с помощью тяг – шпилек с шайбами, поддерживающими плиты. Для компенсации усадки изделий между их торцами прокладывается мягкий волокнистый материал толщиной 10…15 мм. Мягкие изделия закрепляются с помощью штырей, приваренных к кожуху; на своде — с помощью горизонтальных штырей.
В камерных электропечах с новыми футеровочными материалами предусматривается в основном сохранить решения конструкций нагревателей. Применяемые в печах малых типоразмеров с воздушной атмосферой спиральные нагреватели из проволоки диаметром 4…5 мм либо устанавливаются на трубах, которые опираются на элементы из формованных волокнистых изделий, либо помещаются в пазах, выполненных в плитах. Разгруженные, т. е. не несущие нагревателей, стенки футеровки выполняются при этом из мягких волокнистых изделий.
В печах крупных размеров, как и во всех печах с защитной углеродосодержащей атмосферой, где требуется пониженное напряжение на нагревателях, последние выполняются в виде зигзагов из проволоки от 6 до 9 мм. С помощью штырей (на боковых стенках) и крючков (на своде), устанавливаемых на стенках футеровки из формованных волокнистых изделий, обеспечивается апробированное надежное крепление зигзагообразных нагревателей.
Применение волокнистых футеровочных материалов в безмуфельных печах – агрегатах, используемых для химико–термических процессов, в частности для цементации, к настоящему времени недостаточно изучено. В разрабатываемых модификациях этих печей, предназначенных для термической обработки, например светлой закалки, волокнистые материалы могут быть использованы наряду с упрощением конструкции нагревателей — выполнением их в виде зигзагов с креплением, как в печах широкого назначения.
Высокие теплоизоляционные свойства и незначительная аккумуляционная способность футеровки достигается, как это видно на примере новой конструкции печи СНО на 1500 °С, также за счет применения традиционных материалов повышенного качества. Так, фирма Naber для камерных печей использует высокопористый легковесный кирпич стандартных размеров. В печах на 1150…1340 °С огнеупорный слой футеровки выполняется из уложенного торцом притертого с точными размерами кирпича на растворе с толщиной шва 1…1,5 мм. Теплоизоляционный слой выполнен из волокнистых изделий.
Нагреватели, конструкция и крепление которых также унифицированы для всех среднетемпературных печей фирмы, выполнены в виде спиралей на керамических трубках. Используется проволока диаметром 2…3 мм из железохромоалюминиевого сплава. Трубки опираются в средней части стен на керамические фасонные опоры, вделанные в кирпичную кладку футеровки, а в углах камеры — на угловые столбики из этого же кирпича. Точная, с ручной подгонкой, установка трубок обеспечивает гарантированный зазор между спиралями и стенкой и отсутствие контакта между нагревателями и футеровкой. Это обстоятельство является, в частности, одним из условий сравнительно большого значения сопротивления электрической изоляции между нагревателями и кожухом в горячем состоянии печей.
Ряд фирм выпускает предназначенные для изготовления ЭППД формованные из волокнисных и керамоволокнистых материалов футеровочные модули — крупные элементы стен с вмонтированными в них либо нагревателями, например, спиральными на трубках (фирма VDМ,ФРГ), либо элементами крепления, в частности, фасонной керамики для зигзагообразных нагревателей (фирма Каnthal, Швеция). В конструкциях с вмонтированными элементами крепления нагревателей также сведен к минимуму контакт нагревателей с поверхностью стен футеровки.
Размещение нагревателей на стенках камерных печей обеспечивает с простоту и надежности конструкции, а также равномерный нагрев в соответствии с требованиями общепромышленных технологий. В среднетемпературных печах, где теплопередача осуществляется главным образом излучением, при распределении мощности в камере в большей степени, чем в конвективных печах, учитываются локальные источники тепловых потерь. В частности, главным источником тепловых потерь в камерных печах является дверной проем. Для компенсации этих тепловых потерь размещают нагреватели на самой дверце, либо увеличивают их удельную мощность на прилегающих участках стен, например, сгущением нагревателей за счет уменьшения шага между проволокой в витках зигзагов или спиралей, как это выполнено в большинстве конструкций отечественного производства.
Обычными технологическими требованиями к равномерности нагрева является обеспечение равномерного распределения температуры в рабочем пространстве в период выдержки. С этой целью мощность или, что-то же, рабочую длину нагревателей, необходимо распределять по участкам внутренней поверхности стен камеры пропорционально тепловым потерям стен или их участков. В этом случае после окончания нагрева, когда регулятор температуры печи автоматически снижает мощность до уровня тепловых потерь, они будут компенсированы соответственно их значениям.
Принимая потери через стенки футеровки в среднем равномерными по всей поверхности камеры, в первом приближении распределяют мощность нагревателей так, чтобы количество нагревателей в верхней области камеры (над подовой плитой) и в поду было пропорционально площади поверхности стен в этих областях. В печи с близкими между собой размерами (в трех направлениях) рабочего пространства, где нагреватели размещают на всех стенках, выдерживают одинаковое соотношение мощности (длины) нагревателей и площади поверхности стен, на которых они установлены
При более подробном учете локальных потерь тепла перераспределяют мощность в пределах отдельных стенок. Так, в печах для обжига керамики фирмы Nаber трубки со спиральными нагревателями размещены по высоте стен с неравномерным шагом (со сгущением их к углам) для компенсации повышенных потерь в этих участках стен, причем вблизи нижних углов плотность распределения трубок больше, чем вверху, ввиду возможных подсосов у пода и недостаточной мощности подовых нагревателей.
Многие традиционные источники дополнительных потерь и неравномерности температуры могут быть исключены в камерных печах. С этой целью выводы нагревателей в печах упомянутой фирмы выполнены в виде двух сплетенных проволок, являющихся продолжением рабочей части нагревателя. Они пропущены через стенку в углах камеры сквозь отверстия с диаметром, равным диаметру вывода, что исключает этот узел как источник существенных потерь тепла.
Конструкции дверцы в камерных печах уделяется значительное внимание из-за влияния дверного проема на распределение температуры в печи, с чем связано не только качество обработки, но и производительность печей, которая зависит от возможности использовать большую или меньшую часть площади поверхности пода при допустимых перепадах температуры в загрузке. В новых электропечах серий СНО и СНЗ предусматривается конструкция дверцы с принудительным прижимом ее в закрытом положении, в отличие от предыдущей конструкции с перемещением по наклонной передней стенке печи и прижатием за счет собственной массы дверцы (рис. 3.5 на стр. 25). Конструктивные решения обрамления дверного проема в печах различны: его выполняют из плит чугунного литья или из толстолистовой стали.
Недостатком этих решений является нарушение при эксплуатации плотности прилегания дверцы к обрамлению из-за действия высокой температуры, приводящего к короблению металла. Для устранения этого недостатка применяют решения с прилеганием дверцы не «металл к металлу», а «кирпич к кирпичу»: выступ из кирпича по периметру дверцы прилегает в закрытом положении к кирпичному выступу обрамления дверного проема. Удаленные от горячей зоны металлические поверхности дверцы и передней стенки при этом значительно менее подвергаются действию высокой температуры и короблению. В печах с крупногабаритной поворотной дверцей для предотвращения ударов кирпича о кирпич при закрывании дверцы может быть предусмотрен регулируемый по высоте выступ на передней стенке печи в виде болта, в который упирается кронштейн на кожухе дверцы (см. рис. 3.12, болт 8).
Важное значение имеет также уплотнение с помощью дверцы камеры нагрева в печах-агрегатах, где газоплотность общего для камер нагрева и охлаждения кожуха не исключает возможности подсосов холодного газа из камеры охлаждения к нагреваемой загрузке; по данным измерений, подстуживание переднего торца садки по этой причине может составлять 30…50 °С. Один из путей решения этой задачи — конструктивно предусматриваемый прижим дверцы к порогу или торцевой поверхности камеры нагрева; при этом механизм перемещения садки пропускается, например, под порогом дверного проема.
Разработанные в последние годы конструкции камерных печей содержат ряд принципиально новых решений в части автоматического регулирования температуры в печах широкого назначения и создания сложных систем управления работой печных агрегатов
Использование малотеплоемких волокнистых материалов в футеровке при позиционном регулировании температуры (когда периодически включается и выключается вся или часть мощности) может приводить к перегреву нагревателей, в частности, при разогревах печи и создавать значительные колебания температуры печи. Применение непрерывного и широтно-импульсного регулирования температуры, например, на базе широтно-импульсного регулятора БРТ-2 с питанием нагревателей от тиристорных регуляторов и на базе регулятора Р133 с питанием нагревателей от трансформаторов и тиристорных регуляторов исключает этот недостаток. Использование взамен указанных регуляторов температуры микропроцессорного программируемого регулятора типа Протерм обеспечивает возможность полной автоматизации ведения процесса термообработки в печи, позволяя программировать скорость подъема и конечные температуры на этапах нагрева и продолжительность выдержки.
Программное управление процессом в камерных агрегатах позволяет включать наряду с программируемыми режимами температуры печи и состава атмосферы также управление механизмами, устройствами нагрева и охлаждения закалочной среды, охлаждающего газа. По данным фирмы Aichelin целесообразно применение управляющей вычислительной машины (одной на несколько агрегатов, имеющих локальные системы управления) для процессов цементации, с помощью которой в ходе обработки постоянно вычисляются данные процесса науглероживания, а также объединяются функции традиционных регулирующих систем — регулирование углеродного потенциала, температуры в течение цикла — в общую систему автоматизации процесса.
Виды и назначение камерных печей
Основное назначение камерной печи – равномерный нагрев заготовок из различных материалов. Это необходимо для дальнейшей обработки образцов (ковки и проката, обжига и прочей термообработки). Оборудование состоит из кожуха теплоизоляции с нагревателями и дверцы, закрывающей загрузочный проем. Камерная печь используется в различных отраслях промышленности. Техника может иметь разнообразные конструктивные особенности.
Промышленная камерная электропечь SNOL 98/1200 MS для обработки металла

В камерных печах могут обрабатываться различные материалы – металл, стекло, керамика или глина. Оборудование применяется на производстве, в цехах и лабораториях
Классификация камерных термических печей
Для предельно точной работы, термические печи камерные оснащены закалочными секциями, микропроцессорными регуляторами и программаторами. Приспособления автоматизируют обслуживание техники, выполняемое по заданной программе. Правильно подобранная печь с камерой из волокна не только ускоряет процесс разогрева, но и увеличивает его экономичность.
Виды камерных печей можно разбить по:
- Конструктивным особенностям. Камеры бывают вертикальными, ямными, колпаковыми, колодцеобразными.
- Источнику энергии. Наиболее популярны электрические модели, также используются газовые и мазутные.
- Типу пода. Выбор зависит от объема обрабатываемых материалов. Существуют выдвижные, выкатные и неподвижные плиты.
Если рассматривать камерные печи обжига более детально, можно выделить несколько основных групп. Они отличаются не только по назначению, но и объему рабочих боксов. Также широк выбор материалов изготовления, граничных температур, термических градиентов, типов конвекции и прочих факторов.
Камерная печь обжига SNOL 7,2/1300 L

Виды камерных печей по типу пода
На крупных производствах востребованы камерные печи с выдвижным подом, делающие процесс термообработки предельно эффективным. Они обеспечивают быструю и удобную загрузку и выгрузку. Выдвижные поды уменьшают физическую нагрузку при обслуживании оборудования. Чтобы разгружать такие приспособления вне печи, используют грузоподъемники.
Камерная печь с выкатным подом позволяет избежать простоя техники, так как можно загружать несколько плит. Таким образом, уровень КПД увеличивается в 1,9-2,5 раз, при этом расход энергоресурсов снижается до 25%.
Камерная электропечь SNOL 3500/1200 с выдвижным подом
В отличие от предыдущих конструкций, камерная печь с неподвижным подом имеет минимальные теплопотери во время помещения металлических заготовок на плиту. Загрузка и выгрузка осуществляется при помощи механических приспособлений. Если рассматривать компактные электропечи с керамической камерой, в них нет необходимости использовать выкатные или выдвижные поддоны.
Камерная электропечь с загрузкой на различных уровнях на съемных полках

Поды печей изготавливаются из жаропрочных материалов, таких как карбид кремния, чугун, сталь или керамика. Плиты выдерживают высокие температурные и механические нагрузки
Камерные печи для термообработки металлических поверхностей
Камерные печи для термообработки металла выполняются из высокопрочных материалов. Чаще всего внутренняя часть рабочего бокса защищена термоволокном и огнеупорным кирпичом. Среди особенностей моделей можно выделить:
- Диапазон рабочих температур от 50 до 1300°С.
- Нагреватели открытого или закрытого типа.
- Приспособления для удаления лишней влаги.
Камерная печь для термообработки может иметь усиление стен и подов. Также допускается дополнительное оснащение полками и противнями, стеллажами, подвесами, штангами и прочими приспособлениями. Для удобства слежения за рабочими процессами в дверце есть смотровое окно.
Промышленная камерная электропечь SNOL 144/1250 MS для обработки металла

Виды камерных печей для оплавления припоя
Камерная печь оплавления припоя производителя SNOL необходима для пайки плат, в которых предусмотрены составляющие для поверхностных креплений. Различают оборудование по таким особенностям:
- Тип конструкции.
- Способ прогрева.
- Число нагревательных зон.
- Количество участков охлаждения.
Выбирая оборудование этого типа, обратите внимание, что оно отличается интенсивностью и скоростью нагрева. Так же как и камерные сушильные шкафы, они могут иметь малую, среднюю и высокую производительность.
Камерная электропечь SNOL 4/1300 для оплавления припоя

Камерная печь для обжига керамики
Камерная печь для обжига керамики, фарфора или глины применяется в учебных и художественных центрах, в гончарных мастерских и предприятиях по изготовлению сувениров. Тип оборудования подбирается в зависимости от потребностей и объема производства. Учитывая эти факторы, могут быть разными:
- Конструктивные особенности.
- Размер рабочей камеры.
- Диапазон температур.
Печи оснащены вертикальной или фронтальной загрузкой. Поды могут быть как неподвижными, так и выдвижными. Чтобы температура была равномерной, устанавливаются вентиляторы.
Электропечь SNOL 80/1100для обжига керамики и фарфора

Камеры выполняются из огнеустойчивых и теплоизоляционных материалов. Для нагревательных элементов применяют трубчатые или проволочные высокоомные детали
Камерные печи сопротивления
Камерная электропечь сопротивления – экологична и безопасна, используется для разнообразной термообработки:
- Отжига.
- Пайки.
- Спекания и прочего.
Востребованы камерные вакуумные печи в авиационной, атомной, электронной и прочих отраслях промышленности. Они необходимы для выполнения процессов, действующая температура которых достигает 2000 °C.
Камерная вакуумная электропечь SNOL 6,7/1300

Для работы с металлом используются камерные газовые печи. Их конструкция выдерживает большие вес и температуру. Они не подвержены деформациям от частых перегрузок. Разнообразные компактные электропечи для лабораторий также термоустойчивы и позволяют выполнять широкий спектр задач. Подобрать оптимальный вариант оборудования Вам помогут специалисты компании Labor. Звоните прямо сейчас!
Обзор печей для обжига керамики
Внешний вид и прочностные характеристики керамических изделий формируются под воздействием высокой температуры. С этой целью используют печь для обжига керамики. Устройства отличаются конструкцией, термоисточником, предельной температурой и другими параметрами. Мастера могут как приобрести промышленное оборудование, так и сделать печь самостоятельно.

Рисунок 1. Печь для обжига керамики
Классификация печей для керамики
Устройства для термической обработки керамики классифицируются по ряду признаков. Благодаря вариативности печей керамисты имеют возможность выбрать аппарат, исходя из своих потребностей и возможностей.
Виды по расположению нагревательных элементов
Печи бывают муфельные и камерные. В первом случае нагревательные элементы располагаются вокруг камеры из огнестойкого материала (муфеля). В камерных видах источники нагрева находятся внутри ёмкости.

Рисунок 2. Муфельное оборудование
Теплопотери камерных печей ниже, поскольку тепло не рассеивается огнеупором. Но в некоторых случаях для достижения более высокого качества изделий посредник в виде муфеля необходим.
Аппараты, в которых между керамикой и термоисточником только пространство камеры, характеризуются более высокой температурой. Большинство агрегатов такого типа относятся к профессиональным – с более широкими возможностями.
Читайте также — устройство и принцип работы доменной печи.
По типу загрузки
Печки бывают с фронтальной и верхней загрузкой. В целом имеет место деление устройств на:
- горизонтальные; изделия загружаются в камеру спереди;
- трубчатые; эти термоустройства ещё называют круговыми – при вертикальной загрузке они рассчитаны на обжиг художественной керамики; жар распределяется более равномерно, чем в прочих типах;
- колпаковые; загрузка также сверху, но здесь расчёт на габаритные элементы.
По типу камерной среды
В зависимости от целей, необходимо выбирать оборудование с тем или иным типом заполнения пространства камеры. Аппараты промышленного производства делят на устройства:
- с воздушной средой – общецелевые;
- заполненные вакуумом;
- с защитной газовой средой; нагрев производится в особой атмосфере, которую формируют различные газы – азот, водород, гелий, аргон, азотирующие газы и т. д.
По предельно возможной и допустимой температуре
Температура зависит от конструкции и назначения печи. В самых горячих печах температура достигает 1400-1800 градусов. Результатом будет керамика с оттенками от белого до оранжевого. В менее горячем оборудовании можно получить глиняные изделия цветом от тёмно-красного до бордового. В маломощных аппаратах, для которых характерен нагрев менее 500 градусов, на выходе элементы красных тонов.
Чаще всего керамика нагревается до 950-1450 градусов. Предельные термопоказатели и продолжительность обжига определяются типом, назначением и составом исходных масс.
По мощности
От мощности зависит расход энергии. Этот показатель также связан с объёмом печного внутреннего пространства. Для небольших аппаратов, чей камерный объём не более 50 л, средним считается расход 100 Вт/л. Для более габаритных устройств соотношение показателей меняется в пользу потребителя. Здесь необходимо рассчитывать на энергозатраты в размере 50-70 Вт/л.
По типу источника энергии
Существуют такие варианты:
- газовые печи;
- электрооборудование;
- агрегаты, работающие на твёрдом топливе.
Оборудование промышленного образца бывает только первых двух типов. Твердотопливные печи изготавливают своими руками или заказывают у специалистов. Рассмотрим виды, отличающиеся источником энергии, подробней.
Газовое оборудование
Газовая печь для обжига керамики хороша для регулярного изготовления небольших серий изделий из глины. Предельный температурный диапазон – 1100-1300 градусов. Способна функционировать на природном газе и пропане.

Рисунок 4. Газовый агрегат
Существуют фронтальные и вертикальные конфигурации. Горелка может размещаться как внутри, так и снаружи. В первом случае имеет место электрозажигание, а при наружном исполнении элемент располагается около камеры, а тепло «поддувается» через спецотверстие. Одной отдельностоящей горелки хватает для обслуживания нескольких печей.
Базовая комплектация включает в себя такие элементы:
- газовые трубопроводы (для подачи/отвода);
- горелка;
- система дублирования работы теплоносителя.
Среди достоинств устройств такого типа:
- относительно невысокая стоимость;
- небольшие эксплуатационные расходы;
- равномерное распределение тепла;
- высокая скорость нагрева (при внутренней горелке нагрев происходит быстрей);
- возможность комплектации автоматикой;
- безопасность.
Электрооборудование
Устройства могут иметь различную конфигурацию, но обычно под электропечами понимают камерные агрегаты с фронтальной загрузкой.

Рисунок 5. Электрооборудование для обжига керамики
Усреднённые характеристики оборудования:
- металлическая база;
- футеровка (защитная внутренняя облицовка) из огнестойкого кирпича и материалов волокнистого типа;
- поддоны для загрузки тоже выполнены из огнестойких материалов; располагаются внутри камеры (в пазах);
- конструкция предполагает автоматическое отключение электронагревательных элементов при открывании камерной дверцы;
- предельная температура – 1200-1400 градусов; максимума хватает для керамики большинства типов;
- высокая скорость нагрева; параметр достигается благодаря хорошей термоаккумуляции футеровки;
- относительно небольшие размеры; такие устройства можно разместить даже в небольшой мастерской.
Минус электропечей – необходимость оплачивать немалые счета за электричество.
Твердотопливные печи
В отличие от двух предыдущих, для этой вариации характерно кустарное производство. Дровяная печь для обжига глины – прародительница современных аппаратов. Даже сейчас, когда нет недостатка в продвинутых моделях, многие гончары не отказываются от традиционных конструкций. Для специалиста работа с огнём – не просто ремесленничество, но ещё и большое удовольствие.

Рисунок 6. Дровяная печь для керамического обжига
Обычно подобное оборудование делают из кирпича. Иногда роль обжиговой печи играет железная бочка. Кирпичный вариант предпочтительней по многим причинам, среди которых высокая мощность, безопасность, надёжность, большой срок службы.
В любом случае для дровяной печи необходим фундамент. Основу делают не ранее чем через день после устройства ямы и тщательной трамбовки дна.
Кирпичные печи обычно делают двурядными. Наружный ряд кирпичей способствует более комфортной работе – о него не обжечься. В качестве дымоотвода – труба. Чем шире и выше последняя, тем эффективней отвод отработки и безопасней обжиг.
Гончарная печь на дровах не отличается высоким КПД. Поэтому те, кто стремится не только к соблюдению традиций, но и к большей продуктивности, выбирают другие варианты. Но для владельца частного дома это неплохое решение. Особенно, если учитывать стоимость современного оборудования. Хотя и более технологичные устройства можно изготовить своими силами.
На что обращать внимание при выборе печи?
Муфельные агрегаты больше подойдут для керамистов-любителей. Для профи, занятых более-менее масштабной деятельностью, оптимальный вариант – камерное оборудование. Выбирая аппарат, нужно опираться:
- на объём суточного обжига;
- габариты изделий;
- требования к электропроводке (некоторые агрегаты рассчитаны на три фазы).
Важен и формат загрузки керамики. Отталкиваться нужно от собственных предпочтений и финансовых возможностей. Вертикальнозагрузочное оборудование оценят специалисты с ограниченным бюджетом. При этом результат в «дешёвом» случае не хуже, чем в ином. Степень комфорта обзора изделий – сверху – зависит от индивидуальных особенностей.

Рисунок 7. Дровяное оборудование с вертикальной загрузкой
При горизонтальной загрузке не так просто оценивать дистанцию между изделиями, но зато имеет место отличный обзор ярусов. Чтобы получить возможность 360-градусного обзора обрабатываемой керамики, следует приобретать печи колпакового типа. Оно же и наиболее дорогое.
Стоимость бюджетных, «домашних», моделей стартует с 30 000 р. Нижняя ценовая планка профессиональных вариантов – около 100 000 р. Цена мощных, производительных печей доходит до полумиллиона рублей.

Рисунок 8. Печная камера с раскалённой керамикой
Заключение
Рынок и технологии предков предлагают богатство решений. Гончары имеют возможность тонко «настраивать» критерии выбора, опираясь на персональные задачи. В прошлом каждый гончар должен был уметь самостоятельно изготовить кирпичную печь или горн (печь открытого типа на наружной площадке). Сегодня в этом необходимости нет – на смену ей пришло альтернативное разнообразие.
Источник https://studopedia.ru/2_126386_kamernie-elektropechi.html
Источник https://labor-snol.ru/news/vidy-i-naznachenie-kamernyh-pechej
Источник https://znatoktepla.ru/pechi/obzor-pechej-dlya-obzhiga-keramiki.html
