Как сделать тигель или плавильную печь своими руками

Практически каждый предмет имеет несколько видов и назначений, так и печи. Есть печи для обогрева помещений, для приготовления еды, а есть специальные устройства для плавления металлов или для их хранения уже в расплавленном виде. Такие устройства называют тигельными плавильными печами. Они имеют специфическое предназначение и поэтому список предприятий, где они нашли свое применение, совсем невелик. В основном это заводы и лаборатории. Но что же делать, если нужно для каких-либо целей дома переплавить металл? Покупать такое оборудование очень дорого, но его вполне реально изготовить своими руками. Для этого необходимы минимальные знания в этой области, желание и время.
Виды тиглей

Тигельная печь – это емкость, выполненная из огнеупорного материала в которой, нагревая до определенной температуры, плавят металл. Основные материалы, из которых изготавливаются тигли:
Используются тигельные печи как на заводах, где изготавливаются больше металлические изделия, так и на малых предприятиях, например, для изготовления ювелирных изделий.
Керамические печи – это оптимальный вариант. При плавке металлов в керамическом тигле в самом веществе не происходят никакие изменения. Поэтому в таких тиглях без проблем можно плавить даже неблагородные металлы или сплавы из кобальта, хрома или палладия.
Графитовые тигли. Такие печи отличаются долгим сроком эксплуатации и высокой сопротивляемостью перед окислением, что делает их универсальными для плавления любых металлов и особенно сплавов на основе цинка и латуни. Кроме того их часто используют в индукционных печах. Графитовые тигли могут выдержать очень высокие температуры, например, восемьсот градусов для плавления алюминия.
Чугунные тигли, пожалуй, худшие из трех перечисленных. У них высокая реактивность, быстрое окисление и взаимодействие с другими металлами, а также чугун плохо сопротивляется высокой температуре. По этим причинам чугунные тигли очень редко встречаются, но они недорогие и вполне доступные.
В этой статье будут рассмотрены способы изготовления трех видов самодельных тиглей.













Сборка индуктора

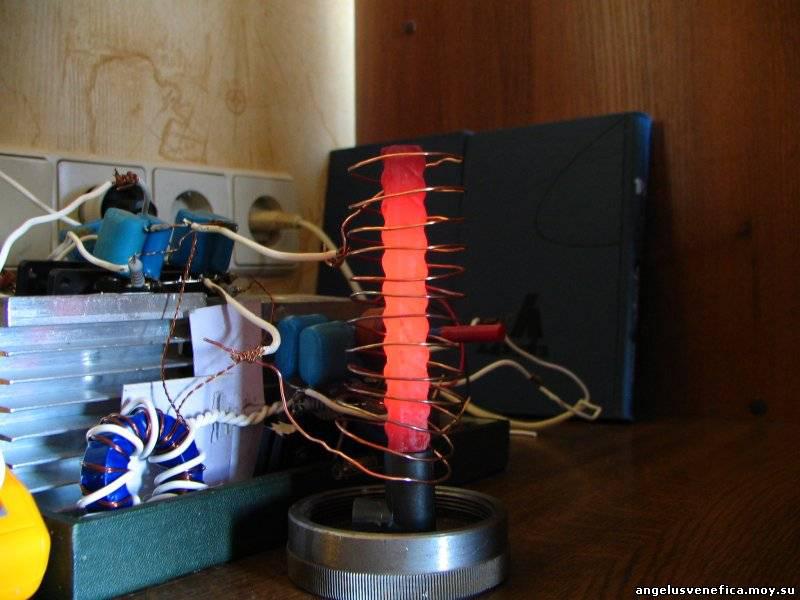
Нагревательным элементом тигельной плечи в домашних условиях обычно является индуктор. Он имеет цилиндрическую форму с полостью внутри. В эту полость и помещается самодельный тигель с металлической стружкой. Индуктор изготавливается из огнеупорного материала, внутри него обмотка из проволоки, чаще всего используется медная проволока. При помощи специального генератора в эту обмотку подается ток, который и создает электромагнитное поле. Что, в свою очередь, создает вихревой ток в тигле и в помещённом в него металле. Они и плавят стружку. Сам индуктор собирается из 4 электронных ламп с параллельным соединением. Такой индуктор можно подключить к обычной розетке.
Есть еще один вариант сборки индуктора своими руками из электромагнитного сердечника и двух слоев обмотки. Первый слой – 10 витков медной проволоки с толщиной 4 мм, а второй – один виток, материалом для которого служит металлическая пластина с сечением 15*5 миллиметров. Электромагнитный сердечник имеет П-образную форму и представляет собой набор стальных пластин. Вокруг пластин делается первая обмотка, которая помещается в изолированный корпус, вторичная обмотка соединяет сердечник и металлические бруски, между которыми должно быть расстояние равное размерам тигля. Вся эта конструкция помещается в корпус печи.
Итак, получается печь, в которой расположен индуктор. От индуктора идут провода к розетке. В эту печь помещается тигель таким образом, чтобы замкнуть собой бруски. Если он помещен правильно, то раздаться гудение, сообщающее о том, что появилось напряжение и плавление началось. Если звука нет, то при помощи ручки нужно подвинуть тигель до полного замыкания цепи.
Сборка чугунного тигля
Берется металлический кожух и в него помещается стакан, сделанный из чугуна. Между ними засыпается смесь из песка и глины. Сбоку к нему крепится ручка. После одного-двух нагреваний смесь расплавится и закаменеет. Тигель готов. В него засыпают стружку и помещают в индуктор.
Изготовление тигля из глины

Можно изготовить тигель из шамотной глины. Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Итак, понадобится шамотная глина (продается в мешках в строительных магазинах), жидкое стекло (продается там же) и молотый шамот. Его можно купить или изготовить из шамотного кирпича.
Для того чтобы сделать смесь, из которой в будущем будет вылеплен тигель, берется 7 частей глины, 3 части шамота и на литр сухой смеси 10 ложек жидкого стекла. Смешивается шамот и глина до однородного состояния. После этого потихоньку доливается вода. Чтобы не испортить заготовку можно часть смеси отсыпать, а в случае большого количества воды — добавить сухого порошка. Месить нужно до момента, когда глина перестанет липнуть к рукам.
Только после того, как будет замешана глина нужной консистенции, можно добавлять стекло. При добавлении стекла нужно тщательно все вымешивать до состояния, когда глина перестанет трескаться. Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Глина есть, теперь чтобы изготовить тигель нужно взять форму, самый простой способ – это использование гипсовой формы. Как сделать такую форму можно найти на любом сайте по лепке из гипса. Итак, непосредственно изготовление тигля.
Перед началом лепки нужно отбить весь воздух из глины, для этого на пол можно постелить газету и несколько раз с силой бросить ком на него, раз десять будет достаточно. Теперь берется ком глины и тщательно вминается в дно формы, после этого небольшими комочками формируются стены изделия. Их толщину можно контролировать по краю формы. Очень важно тщательно приминать глину к форме, чтобы там не образовалось воздушных подушек. После того как тигель вылеплен, нужно сделать ровной внутреннюю поверхность. Для этого достаточно смочить глину водой.
После этого наступает момент сушки. Форма с глиной помещается картонную коробку и накрывается крышкой. Часов через семь вся вода из глины испарится и форма будущего тигля немного «сядет», так что достать ее из формы не особо сложно. После этого тигель продолжает сушиться в той же коробке, по мере сушки все дефекты сами собой устранятся и горшочек приобретет серый окрас. Иногда могут появиться небольшие трещинки. Их можно замазать мокрой глиной. Далее горшки обжигаются при температуре 800 градусов в муфельной печи. После обжига тигель готов к использованию.
Графитовый тигель
Графит — это материал, у которого есть множество уникальных свойств. Положительные качества графита:
- устойчивость к воздействию расплавленными металлами;
- увеличение прочности с повышением температуры;
- высокие термостойкость и теплопроводность;
- небольшой удельный вес.
Для изготовления тигля из этого материала понадобятся:
- графитовый порошок;
- цельный графит;
- фетр;
- графитовая трубка;
- шамотный мертель;
- магнезит.

Некоторые из этих материалов можно использовать как самостоятельные единицы. Например, графитовая трубка по сути уже является тиглем, достаточно лишь сделать в ней дно.
Принцип изготовления из всех материалов одинаков. Рассмотрим на примере мертеля. Делается две формы. Можно скрутить из плотной бумаги, чтобы проще потом было удалить. Внешняя форма имеет конфигурацию полого цилиндра, а внутренняя просто цилиндр. Вставляется малый цилиндр в более широкий. Между ними будет заливаться смесь. Форма ставится в пластиковый стаканчик и в нее засыпается порошок мертеля. Засыпать нужно с горкой, так как он сядет, когда нужно будет утрамбовывать. В этот порошок при помощи шприца заливается 15 кубиков жидкого стекла. Все перемешивается и получается консистенция песочного теста. Небольшими порциями набивается в форму.
В итоге получается что-то вроде перевёрнутого вверх дном стаканчика. Чтобы форма не прилипла к столу лучше всего делать всю процедуру на целлофане. Затем форма переворачивается дном вниз и извлекается внутренний цилиндр. Его тоже лучше всего проклеить изначально целлофаном или скотчем. Тогда при извлечении форма тигля не пострадает.
После того как тигель подсох его нужно поместить в индуктор и прогреть. Это нужно делать при небольших температурах, так как должна выпариться вся вода, несмотря на то, что внешне кажется, как будто ее там совсем нет. Если тигель предварительно не прогреть и сразу начать в нем плавить, то он, скорее всего, лопнет. После прогревания при постукивании по тиглю, он издаст звонкий звук. Это говорит о том, что тигель сделан хорошо.
Следуя представленным инструкциям, можно довольно просто обзавестись самодельной плавильной печью, которая прослужит ничуть не меньше, чем покупная. Главное, не торопиться, соблюдать аккуратность в работе и не нарушать технологий изготовления.
Самодельная печь для плавки и закалки металла в домашних условиях

В отличие от промышленного оборудования, самодельная печь для плавки металла — компактное приспособление. На таком портативном оборудовании можно вести выплавку, закалку или плавку цветных металлов.
Плавка металла и чугуна
Печь для плавки металла представляет собой корпус, изготовленный из шамотного кирпича. Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.

Печь для переплавки металлов должна иметь тигель. Это может быть эмалированный или чугунный казанок. Месторасположение тигля — рядом с горящим коксом. С целью улучшения поддува рядом устанавливают вентилятор. Оборудование применяется для выплавки стали, но можно использовать как печь для выплавки чугуна.
Электрические печи для плавки металла
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
- Вытачиваются из щеток электрического мотора.
- Сбору сверлятся отверстия 6 мм.
- В них пропускается провод, сечением 5 мм.
- Для закрепления проводки вбивается гвоздь.
- С целью улучшения контакта с графитом, напильником, делаются насечки.
В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.
Муфельная печь
Муфельные печи часто используются для термообработки деталей. Такое оборудование характеризуется большим температурным диапазоном, от 20 до 1000 градусов.
Муфельная печь для закалки металла работает на разных видах энергии. Однако в домашних условиях лучше применять агрегат, работающий на электроэнергии. Закаливание ведется в муфеле печи.

Муфельная печь своими руками изготавливается за несколько этапов:
- Изготовление муфеля ведется из шамотного кирпича. Из-за круглой формы корпуса печи, у них скашиваются углы. В каждом кирпиче выбираются канавки, куда ведется закладка спирали.
- Если муфельная печь для плавки изготавливается из духовки, то внутри она обкладывается огнестойким кирпичом. В кладке прорезаются канавки для спирали.
- Изготовленная из огнеупорного кирпича камера, помещается в корпус, сделанный из стали. На дно укладывается изоляция. Зазор между боковыми стенками камеры и корпуса составляет 4 см, куда вставляется утеплитель. Верх состоит из 2 слоев металла и утеплителя.
- В корпусе сверлятся отверстия, и через них выводятся концы спирали, которые подключаются к сетевому кабелю.
- В случае использования духовки, утеплитель не требуется. Он в ней уже предусмотрен.
Плавка алюминия
Изготовить печь для плавки алюминия своими руками вещь реальная. В промышленном производстве, агрегаты с названием — печи карусельного типа — очень дорогостоящие.
Чтобы понять, как сделать печь для плавки алюминия, нужно понять их принцип действия. Существует несколько видов, где проводится плавление цветного металла.

Мини-печь
Берется автомобильный диск и закапывается в землю так, чтобы верхний срез не выступал наружу. Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.

Металлический бак
Изготовить печь для алюминия можно из металлического бака. Например, корпуса стиральной машины с вертикальной загрузкой. Внутренняя часть конструкции выкладывается огнеупорным кирпичом. Снизу монтируется труба для подачи воздуха. Таким образом, получается переносное оборудование.

Из бутылки
Один из необычных способов, каким расплавляют алюминий. Вокруг бутылки наматывается проволока нихром. Предварительно поверхность бутылки смазывается маслом. Сверху наносится смесь жидкого стекла и глины. Просушивание ведется в течение недели. Затем наматывается еще слой проволоки и наносится глина. После 7 дней, бутылка вынимается и остается только термостойкая оболочка. К концам проволоки подключается напряжение для накаливания нихрома, а в очаг загружается сырье.

Плавка свинца
Электрическая печь для плавки свинца состоит из следующих элементов:
- Круглый кожух, сделанный из нержавейки, внутри которого проложен утеплитель. Он прикреплен кронштейнами к стене.
- Снизу подводится промышленный ТЕН.
- Сверху расположен клапан поворотного типа.
- Датчик, который находится на расстоянии 3 см от дна.
- Сбоку расположен температурный регулятор.

Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.
Плавка меди
В домашних условиях для плавки меди можно использовать материал пенобетон. Вырезается из такого материала 2 цилиндра, диаметром 100 мм. Высота одного 100 мм, а второго 15. Накладывая один на другой, сверлится посередине отверстие диаметром 15 мм. В большем цилиндре, посередине, изготавливается отверстие в виде воронки на глубину 85 мм. В середине цилиндра, с наружной стороны, прорезается канавка и ведется стяжка проволокой. Она нужна для того, чтобы деталь не развалилась от температуры.

На газовую плиту, ставится переходник. Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Плавка золота и серебра
Печь для плавки золота легко сделать в домашних условиях. Она применима и для плавки серебра.

Порядок работы следующий:
- Берется шамотный кирпич и разрезается на 2 части. Победитовым сверлом диаметра 48 мм, делается в одной половинке, в середине, сквозное отверстие. А во второй отверстие сверлится на половину высоты.
- Через отверстие, проводится спираль и обе половинки стягиваются болтами, отверстия для которых сверлятся с боков.
- Сверху устанавливается графитовый тигель.
- Изготавливается металлический каркас и обе половинки вставляются в него.
- Все боковые зазоры замазываются глиной.
- К выведенным концам спирали подводится напряжение.
- В тигель бросаются куски золота или серебра.
- В процессе нагрева идет расплавление цветного металла.
Изготовление печей для плавки металла своими руками процесс сложный, но выполнимый. Для этого нужно изучить характеристики видов оборудования. Определиться какое из них наиболее предпочтительно к данным условиям. Затраты на изготовление быстро себя окупят.
Тигель: назначение, принципы плавки, изготовление, варианты, схемы

76,518 просмотров, 0 дискуссий
Автор: Колесников Юрий Фёдорович, инженер-теплоэнергетик*
© При использовании материалов сайта (цитат, изображений) указание источника обязательно.
Тигель – сосуд для плавки металла. В тиглях плавят, как правило, передельный металл, т.е. уже доведенный до нужной степени качества для отливки в форму или аффинажа (глубокой очистки от примесей). Генеральная линия развития большой металлургии – уменьшение количества переделов, вплоть до выпуска кондиционного металла сразу из плавильной печи, но в промышленности тигельная плавка до сих пор сохраняет существенное значение, а в кустарном мастерстве и ювелирном деле доминирует.
Тигель не просто достаточно жаростойкая посудина. Его химический состав и конструкция должны соответствовать виду переплавляемого металла и режиму плавки. В этой статье описывается, как сделать тигель своими руками и каким условиям он должен удовлетворять для пользования дома или в малой мастерской. В расчете на начинающих металлургов придется сперва коснуться самого процесса плавки металла, т.к. требования к тиглю определяются в основном его условиями.

Плавка металла в тигле в домашних условиях
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Атомарный углерод восстановитель достаточно энергичный для того, чтобы компенсировать окисление. Создать с помощью C восстановительную среду в тигле также несложно: достаточно ввести свободный углерод в той или иной аллотропической модификации в состав его материала или весь тигель выполнить из жаростойкого и механически достаточно прочного аллотропа C; таковым является графит. При восстановлении C существует опасность науглероживания расплава, но графит выделяет при нагреве совсем немного атомарного углерода. Если греть металл в графитовом тигле газовым пламенем, то избыточный C тут же найдет себе более «вкусный» для него H и опасность науглероживания сведется к нулю. А для прочих способов нагрева (см. далее) можно подобрать размеры, конфигурацию тигля и присадку графита к его материалу так, что лишнего C просто не будет при любом мыслимом режиме плавки. Это очень ценное свойство графита, тоже имейте в виду.
Примечание: коэффициент температурного расширения графита ТКР отрицательный, что существенно компенсирует термическое расширение тигля, повышает его стойкость и увеличивает ресурс. Тоже ценное качество.
Выдержка
Итак, почему расплав в тигле нужно перегревать и выдерживать, понятно. Хотя литье из металла совсем другая тема, здесь все же нужно упомянуть, что время выдержки расплава следует соблюдать достаточно точно. Химически чистые металлы на практике почти не применяются, напр. золото 9999 очень быстро истирается; исключение электротехническая медь и цинк для оцинкови, они чем чище, тем лучше. Чаще всего используют т. наз. эвтектические сплавы; напр. сталь это эвтектика железа с углеродом, а дюраль – сложная эвтектика из нескольких компонент. Если дать расплаву перестояться, структура эвтектики в отливке изменится и готовое изделие выйдет порченым. Особенно критично время выдержки для бронзы и латуни: лить их нужно немедленно, как только игра расплава в тигле видимо изменится, станет спокойнее. Помните, как инженер Телегин в «Хождении по мукам» А. Н. Толстого беспокоился, как бы бронза не перестоялась?
Применительно к изготовлению самодельного тигля дегазация расплава при выдержке значима тем, что в это время он (тигель) испытывает значительные динамические нагрузки от пузырьков выделяющихся газов и/или игры самого расплава. Т.е., сделать тигель выдерживающим большое количество термических деформаций и, если требуется восстановительным, мало. Его материал должен быть и достаточно вязким, чтобы выдерживать ударные волны от лопающихся пузырьков и толчки от струй расплава. Именно этим обстоятельством объясняется низкая стойкость и надежность самодельных графитовых тиглей, (см. далее).
Из чего делать
Плавильные тигли изготавливаются (см. рис. ниже):
- керамическими химически нейтральными;
- керамическими графитированными;
- графитовыми;
- чугунными;
- стальными.

Тигли для плавки металла из различных материалов
Их сравнительные характеристики таковы:
- Керамические нейтральные – используются для переплавки лома ювелирных изделий с сохранением пробы, т.к. при косвенном нагреве (см. ниже) свойств металла не изменяют. Самому сделать можно, но сложновато (см. далее) и стоит ли? Тигель для золота на 50 г стоит в ювелирном магазине до 100 руб. Без проблем пригодны для плавки в индукционной печи (см. далее), т.к. почти не поглощают энергию электромагнитного поля (ЭМП). Ресурс – 10-30 плавок.
- Керамические графитированные – пригодны для плавки любого металла; в домашних условиях до 1,5-2 кг за раз. Для использования в индукционной печи ее мощность на то же количество металла придется повысить в 1,5-2 раза вследствие поглощения ЭМП токопроводящим графитом. Самому сделать можно, см. далее. Ресурс – до 50 и более плавок.
- Графитовые – пригодны для переплавки старого, окисленного лома цветных и драгоценных металлов, т.к. создают сильную восстановительную среду. Плавка серебра открытым газовым пламенем в графитовом тигле позволяет почти полностью восстановить исходный вес окисленного металла. Самостоятельно не делаются, см. ниже. Ресурс – более 100 плавок.
- Чугунные – используются в основном для переплавки красной меди в бескислородную, т.к. активно поглощают кислород. Ресурс – до 30 плавок, а потом аморфный углерод из чугуна уходит и тигель деградирует.
- Стальные – самодельный дешевый вариант для плавки небольших количеств алюминиевых и магниевых сплавов и др. химически инертных в расплаве металлов. Возможно применение для переплавки небольших количеств свинца в рыболовные грузила и т.п.
Примечание: графитовые, чугунные и стальные тигли для использования в индукционных печах (см. далее) совершенно непригодны, т.к. полностью поглощают энергию ЭМП.
О графитовых тиглях
Графитовые тигли делают или точеными из массивного природного графита (дорогие), или спеченными при высокой температуре из графитового порошка (подешевле, но все равно не очень-то дешевые). Любители часто пытаются делать «графитовые» тигли из молотого графита на связующем из каолина и т.п., но это получаются не графитовые, а чрезмерно графитированные керамические тигли – хрупкие, выдерживающие не более 10 плавок и портящие металл вследствие избыточного выделения атомарного углерода мелкодисперсным графитом. Более-менее рациональный способ использования молотого графита в любительской тигельной плавке – сделать из него настольную мини тигельную печку для керамических нейтральных тиглей, см. рис.
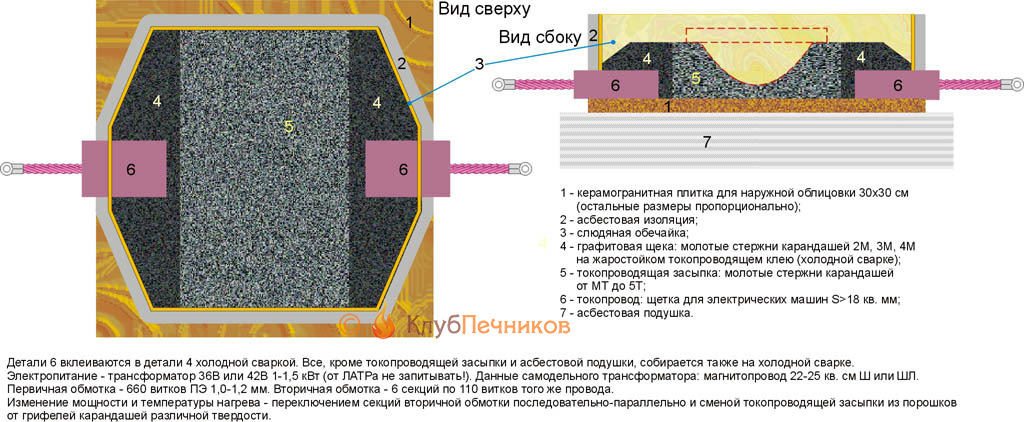
Графитовая мини-печь для нагрева ювелирного тигля
Холодную сварку для сборки данной печи следует использовать на температуру не ниже 800 градусов – хорошо проводящие электричество щеки за время одной плавки не греются выше 400. Не намного более нагреется без тигля и графитовый порошок, но, когда тигелек в него вдавлен, он окажется в горячем пятне свыше 1000 градусов вследствие уплотнения порошка под тиглем.
Если плавится золото, то после окончания плавки и остывания печи графитовый порошок высыпают и перетряхивают, т.к. он спекается. Для плавки серебра и мельхиора порошок удаляют и перетряхивают через 3-5 плавок, так печь быстрее нагревается. В любом случае, чтобы держать восстановительную среду, печь во время плавки накрывают слюдяной крышкой.
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
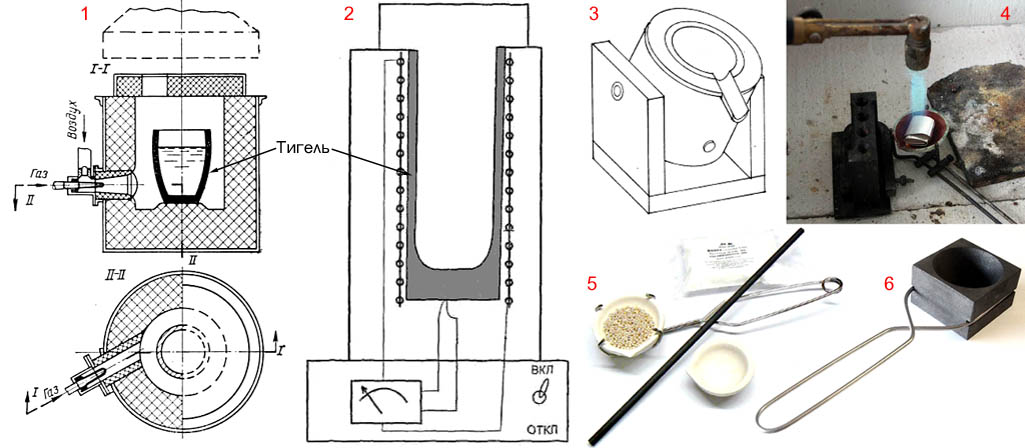
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж
Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
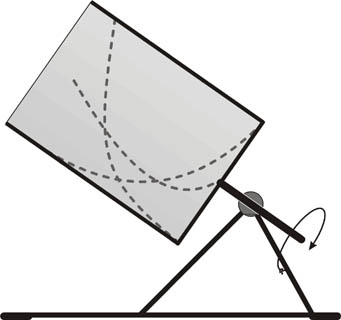
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.

Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
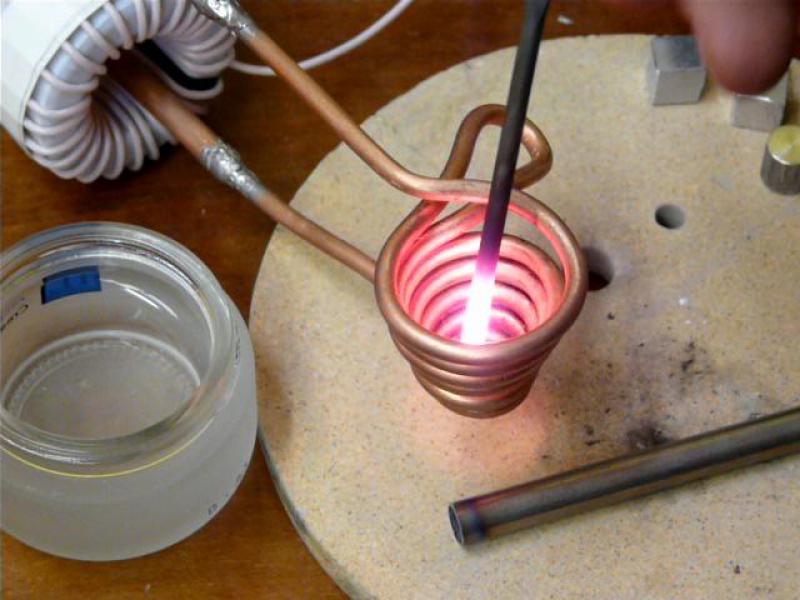
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
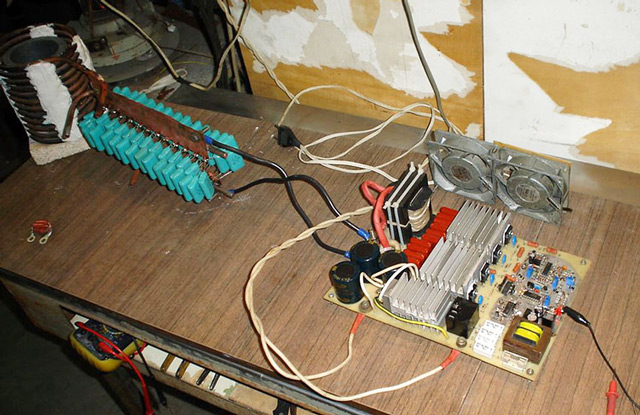
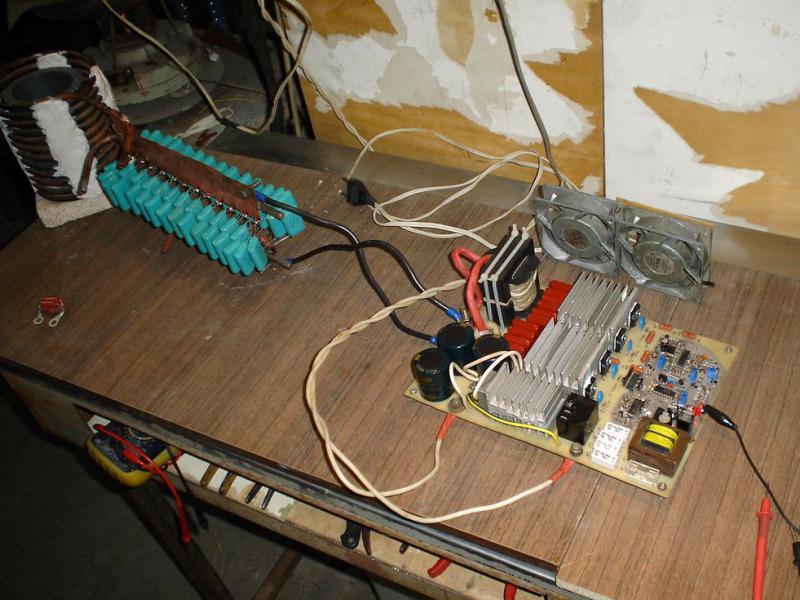
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Видео: мини печь для плавки алюминия
Делаем тигли
Теперь пришло время сделать своими руками плавильный тигель. Из вышесказанного ясно, что своими руками имеет смысл делать тигли:
- Стальной;
- Керамический нейтральный;
- Керамический графитированный.
О стальных тиглях особо говорить нечего – это просто посудина из стали в приваренной ручкой. Используются стальные тигли для переплавки легкоплавких металлов; иногда – цинка на горячую оцинковку с качеством до 3+. Стальные тигли для свинца, олова и цинка пригодны только для плавки одного конкретного металла, т.к. после 1-2 плавок сами покрываются им изнутри.
Керамический нейтральный
Мельница для шамота
Устройство самодельной мельницы для размола шамота
Шамот тонкого помола входит в состав сырья для формовки и нейтрального, и графитированного тиглей, причем качество и долговечность тигля во многом от него зависят, а дробление шамота кустарными способами весьма трудоемко и не дает вполне доброкачественного материала. Устройство цепной мельницы для минерального сырья показано на рис. справа. Материал – сталь. Цепей – 4; их подвешивают наперекрест так, чтобы горизонтальными они провисали на прим. на 1/3 диаметра бака. Вариант вместо цепей на 1 битый шамотный кирпич – 2-3 пригоршни шариков от подшипника. Новые покупные обойдутся дороже цепей, но старые от разбитых подшипников вполне пригодны. Привод любой: ручной, электрический. И цепная, и шариковая мельницы способны размолоть шамот в пыль вроде цемента; для получения определенных фракций мельницу останавливают ранее. Зев бака, чтобы не пылило, на время помола чем-нибудь прикрывают. Кирпич для размола достаточно бросить с высоты на твердый пол и получившиеся куски загрузить в мельницу.
Подготовка формовочной массы
Смешиваем сухую глину с молотым шамотом до полной гомогенности (однородности). Идеальный вариант – прокрутить 15-20 раз в той же мельнице; если она шаровая, то шарики в бак можно не бросать. Выгружаем перемешанную массу и добавляем понемногу воды (1,5-2,5 части), перемешивая уже вручную, до консистенции: сжатая в кулаке, слипается в комок, но не прилипает к коже и не продавливается между пальцами. Добавляем жидкое стекло, также размешивая до полной однородности, это самый трудоемкий этап.
Обезвоздушивание
Всего один оставшийся в массе для керамического тигля пузырек воздуха способен привести к тому, что тигель от нагрева лопнет. Поэтому из массы нужно выбить воздух. Для этого на твердый пол стелят чистую пленку; газету, как советуют в некоторых руководствах, не надо – масса наберется бумажных волокон.
Для выбивания воздуха весь ком массы с силой бросают на пол много раз. Практически – после того, как из шлепающейся массы перестали выскакивать пузырьки, еще не менее 10 раз.
Хранение
На хранение отбитую массу кладут в стеклянную посуду с герметически закрывающейся крышкой. В пластиковой и тем более завернутая с несколько слоев пленки масса пересыхает за несколько недель, и восстановлению не подлежит, а в стекле в прохладном месте хранится более полугода.
Использование
Тигли из полученной массы просто лепят руками либо формуют в разрушаемой гипсовой форме или в разборной, как описано далее. Отформованный тигель сушат, и, что для данной массы совершенно обязательно, после сушки отжигают в муфельной печи час-два при температуре 800 градусов. Именно при такой температуре жидкое стекло расплавится и крепко свяжет остальные компоненты. Ниже – тигель разрушится при первой плавке; выше – при отжиге. Это весьма существенный недостаток данной технологии, т.к. муфельная печь оборудование не из дешевых и не из простых, хотя сделать ее своими руками тоже возможно. Максимальная рабочая температура полученных тиглей – до 1600 градусов; ресурс, при качественном помоле шамота – до 30 плавок.
Графитированный
Технология изготовления графитированных тиглей для плавки любых металлов, в т.ч. черного лома, при любом способе нагрева, хорошо описана в статье автора А. Ramir от 2006 г, (см. dendrite-steel.narod.ru/stat-ramir-3.htm). А. Ramir, судя по всему, самоучка, но тем более ему чести – его изделия вполне соответствуют хорошим промышленным образцам. Однако, во-первых, его статья много раз переписана рерайтерами, которые явно в своей жизни отливали не металл. Во-вторых, до нее в поиске не всегда доберешься, и чертежи почему-то не скачиваются, хотя они вроде в свободной раздаче. В-третьих, к материалам А. Ramir есть что добавить, не в обиду ему. Одно из правил техники гласит: в хорошей конструкции всегда найдется, что усовершенствовать. Поэтому повторим и дополним основные моменты указанной публикации.
Чертежи тиглей из упомянутой статьи даны на рис.:
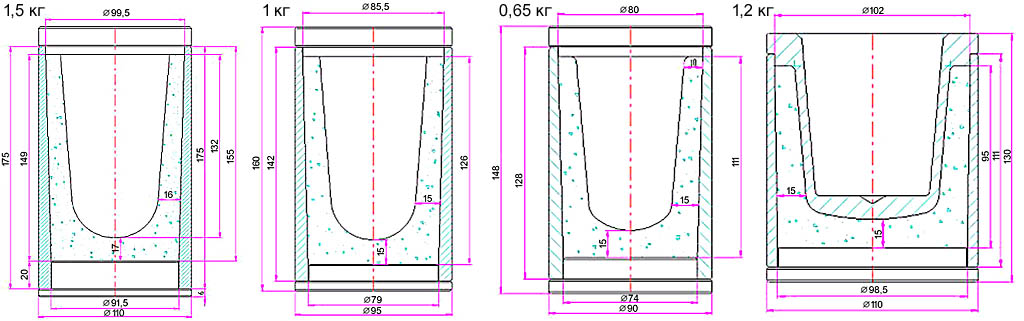
Чертежи тиглей для плавки металла
В кг указан максимальный вес переплавляемой стали; на другой металл его нужно пересчитывать. Главную трудность в данном случае представляет изготовление опоки – круглой обечайки пресс-формы. Ее внутренняя поверхность коническая, иначе готовый тигель после формовки не извлечь, поэтому А. Ramir использовал точеные опоки.

Как правильно выбрать хомут для стяжки обечайки пресс-формы для тигля
Между тем опоку для любой из этих форм можно сделать из отрезка пластиковой трубы. Его в 3-х местах, внизу, посередине и вверху, перехватывают винтовыми хомутами, и греют изнутри феном. Подтягивая хомуты, получают поверхность не вполне коническую, но с тигля опока снимется. Нужно только использовать червячные хомуты (см. рис. справа) или их самодельные аналоги. Любой другой хомут деформирует трубу поперек. Опока из нее скорее всего сойдет с тигля, но он долго не прослужит или треснет при первой же плавке.
Состав смеси, примененной автором – 7 объемных частей молотого шамота, 3 части гончарной или печной глины и 1 часть молотого графита. А. Ramir дает и рецепт с 2 частями графита, но по восстановительной способности это явный перебор, а вероятность растрескивания тигля из смеси 7:3:1 сведется к нулю, если шамот растолочь в пыль в ступке или размолоть в мельнице (см. выше).
Вымачивать шамотный кирпич, как советует А. Ramir, нужно только перед дроблением описанным им кустарным способом. Сухие компоненты смешиваются до полной однородности в указанной последовательности (шамот, глина, графит) и затворяются водой при непрерывном перемешивании до консистенции, как описано выше. Выбивать воздух из этой массы нет необходимости, т.к. она обезвоздушивается в процессе формовки. Смесь не хранится, поэтому готовить ее нужно непосредственно перед изготовлением тигля.
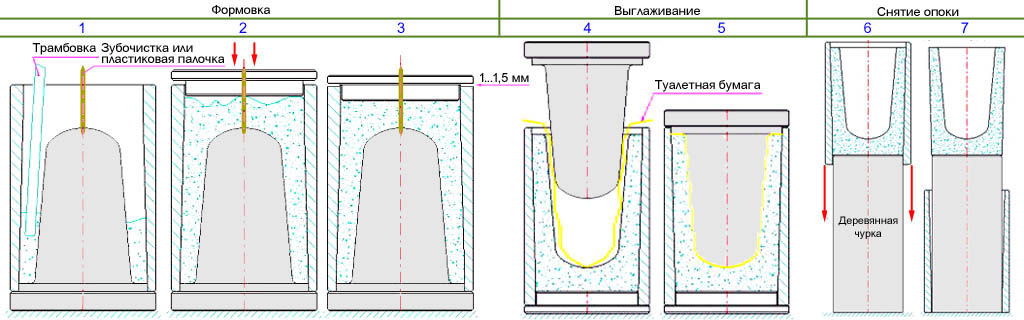
Формовка тигля для плавки металла
Для формирования внутренней поверхности тигля нужно выточить из твердого дерева болван (залит серым на поз. 1-5 рис.), ошкурить его и, весьма желательно, пройтись по нему кожей до полной гладкости поверхности. В центре поверхности болвана, формирующей дно тигля, сверлят глухое отверстие и вставляют в него зубочистку или, лучше, круглую гладкую пластиковую палочку от ушной ковырялки. Спичка, которую использовал А. Ramir, вариант не лучший – при вытаскивании часто ломается, а изделие от этого идет в брак.
Примечание: использование любых смазок при формировании тигля недопустимо – они впитаются в его материал, и тигель от нагрева лопнет.
Форма наполняется смесью слоями по 15 мм, и каждый слой трамбуется деревянной трамбовкой. Это самый ответственный этап: пузыри и неравномерное уплотнение смеси недопустимы. Когда до верха опоки останется ок. 12 мм, смесь уплотняют уже точеной крышкой с отверстием под стерженек с центре, поз. 2. Смесь добавляют слоями по 1-2 мм, пока зазор между очень сильно прижатой крышкой и верхним краем опоки не достигнет 1-1,5 мм, поз. 3. Если зазор получился больше, часть смеси можно отобрать. Далее крышку снимают и стерженек из болвана осторожно вытаскивают пассатижами, крышку ставят обратно и форму переворачивают. К днищу болвана саморезами прикрепляют рукоять и, осторожно поворачивая его туда-сюда, вытаскивают из отливки.
Примечание: если стерженек в дно болвана не вставлять, его невозможно будет снять, не разрушив отливки – вакуум под болваном не даст.
Формирование тигля с плоским дном (который на 1,2 кг) имеет особенности – его болван просто так не вытащишь. Поэтому, когда трамбуемая масса поднимется до плоского верха болвана, на него укладывают кружок из туалетной или фильтровальной бумаги.
Теперь той же массой заделывают отверстие от стерженька и мелкие дефекты внутренней поверхности тигля. Она должна быть совершенно гладкой, иначе вероятность разрушения тигля при плавке довольно велика, так что после исправления дефектов ее нужно загладить. Лучший способ для этого – выстлать ее туалетной бумагой (поз. 4), вставить болван (поз. 5), и несколько раз провернуть.
Осталось снять опоку. Для этого ее вместе с тиглем переворачивают опять в рабочее (для тигля) положение, подставляют круглую деревянную чурку и осторожно стягивают опоку, поз. 5 и 6. Если опока пластиковая, то ее выступающий верхний край в нескольких местах немного отгибают наружу пальцами; скорее всего, опока после этого сойдет как по маслу.
И, наконец, готовую отливку сушат. Оборудование – кухонная плита с духовкой. Отливку ставят вверх дном на противень и помещают в духовку. Полчаса греют на самом малом газу, потом еще полчаса на среднем (температура по встроенному термометру – ок. 150 градусов) и еще 2 часа на полном. После этого огонь выключают и оставляют отливку в духовке остывать до завтрашнего утра. Открывать духовку во все время сушки нельзя!
Перед использованием тигель нужно проверить на скрытые трещины. Для этого его, держа кончиками пальцев за дно, по кругу сверху вниз простукивают ногтями. Каждый стук должен отзываться звоном. Если где-то не зазвенело – брак, плавить с таком нельзя. Отжиг для изготовленного по данной технологии тигля не требуется. Везде звенит – можно в нем сразу плавить.
А зачем?
У читателя, интересующегося домашней металлургией «для общего развития», может возникнуть вопрос: а к чему все эти хлопоты? Не все же бродят с металлоискателем в лесу после дождя, не все увлечены выплавкой булата дома, и далеко не у всех есть на примете центнеры старой электроники, из которых можно извлечь десятки граммов золота, платины, палладия.
Поинтересуемся тут же, в интернете, сколько стоит свинец в слитках. Затем, в ближайшем рыболовном магазине, а сколько – килограмм грузил из него? Сбавим вдвое, чтобы владелец наверняка соблазнился, и подсчитаем «навар».
Удивлены? Можно подняться и круче, если есть художественный вкус и навыки литься по выплавляемой форме. Материал для сравнения – бронзовый лом и статуэтки из нее же.
Но еще больше подъем будет на бронзовых винтах для маломерных судов. Правда, и сделать гребной винт много сложнее – нужно точно выдержать профиль, шаг и конфигурацию лопастей. А в целом тигельная плавка металла в домашних условиях дело очень выгодное. Было бы желание.
Источник https://pechi.guru/pechi/kak-sdelat-tigel-ili-plavilnuyu-pech-svoimi-rukami.html
Источник http://kladempech.ru/dlya-plavki-metalla-svoimi-rukami/
Источник https://clubpechnikov.ru/tigel/
