Дуговая сталеплавильная печь: устройство, принцип работы, мощность, система управления

Дуговая сталеплавильная печь (ДСП) представляет собой устройство, которое нагревает материал при помощи электрического изгиба.
Промышленные приборы расположены в диапазоне размеров от маленьких единиц, примерно одной тонны мощности (применяются в литейном производстве для изготовления чугунных продуктов) до 400 единиц на тонну, используемых для вторичной обработки стали. Дуговые сталеплавильные печи, ДСП, используемые в исследовательских лабораториях, могут иметь вместимость всего несколько десятков граммов. Температура промышленных устройств может достигать 1800 °C (3272 °F), в то время как лабораторные установки превышают 3000 °C (5432 °F).
Дуговые сталеплавильные печи (ДСП) отличаются от индукционных тем, что загружаемый материал непосредственно подвергается воздействию электрического изгиба, а ток на выводах проходит через заряженный материал.
Строительство
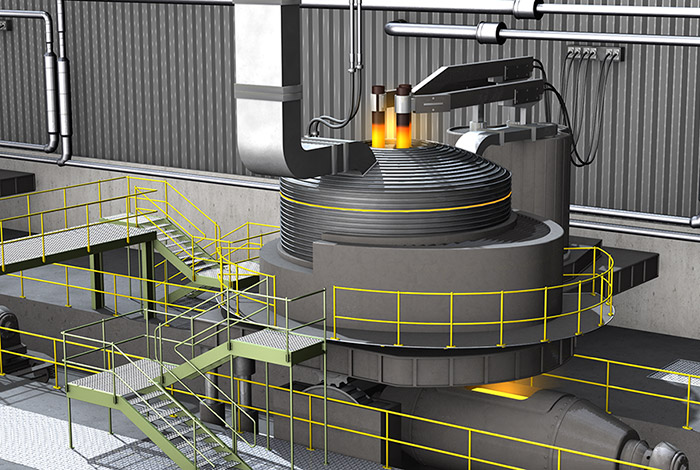
Дуговая сталеплавильная печь используется для производства стали и состоит из огнеупорного судна. В основном разделена на три секции:
- Оболочка, которая состоит из боковых стенок и нижней стали «чаши».
- Поддон, который состоит из огнеупорного материала.
- Крыша. Она может быть с жаростойкой футеровкой или водяным охлаждением. И также выполнена в виде шара или усеченного конуса (коническая секция). Крыша также поддерживает огнеупорную дельту в ее центре, через которую входит один или несколько графитовых электродов.
Отдельные элементы

Очаг может иметь полусферическую форму и необходим в эксцентричной печи для выстукивания дна. В современных цехах дуговая сталеплавильная печь — ДСП 5 – часто поднимается над первым этажом, так что ковши и шлаковые горшки можно легко маневрировать под любым концом. Отдельно от конструкции находится опора электрода и электрическая система, а также наклонная платформа, на которой стоит инструмент.
Уникальный инструмент
Типичная дуговая сталеплавильная печь ДСП 3 питается от трехфазного источника и поэтому имеет три электрода. В них расположено круглое сечение и, как правило, сегменты с резьбовыми соединениями, так что по мере износа можно добавлять новые элементы.
Дуга образуется между заряженным материалом и электродом. Заряд нагревается как током, проходящим через него, так и излучаемой энергией, выделяемой волной. Температура достигает около 3000 °C (5000 °F), в результате чего нижние секции электродов светятся лампами накаливания при работе дуговой сталеплавильной печи.
Элементы автоматически поднимаются и опускаются системой позиционирования, которая может использовать любую электрическую лебедку, подъемники или гидравлические цилиндры. Регулирование поддерживает приблизительно постоянный ток. А какая мощность потребляется дуговой сталеплавильной печью? Она поддерживается постоянной во время плавления заряда, даже несмотря на то что лом может перемещаться под электродами при его плавлении. Мачтовые рукава, удерживающие элемент, могут либо нести тяжелые шины (которые могут быть полыми медными трубами с водяным охлаждением, подводящими ток к зажимам), либо «горячими рукавами», где вся верхняя часть несет заряд, увеличивая эффективность.
Последний тип может быть изготовлен из покрытой медью стали или алюминия. Большие кабели с водяным охлаждением соединяют шины или кронштейны с трансформатором, расположенным рядом с печью. Подобный инструмент устанавливается в хранилище и охлаждается водой.
Постукивание и иные операции

Печь дуговая сталеплавильная ДСП 50 построена на наклонной платформе, так что жидкую сталь можно наливать в другую емкость для транспортировки. Операция наклона для переноса расплавленной стали называется постукиванием. Первоначально все сталеплавильные своды дуговой печи имели выпускной желоб, закрытый огнеупором, который вымывался при ее наклоне.
Но часто современное оборудование имеет эксцентричный нижний выпускной кран (EBT) для уменьшения включения азота и шлака в жидкую сталь. В этих печах есть отверстие, которое проходит вертикально через очаг и оболочку и смещено от центра в узком «носике» в форме яйца. Он заполнен огнеупорным песком.
Современные заводы могут иметь две оболочки с одним набором электродов, которые передаются между ними. Первая часть нагревает лом, а другая используется для расплавления. Иные печи на основе постоянного тока имеют аналогичное расположение, но обладают электродами для каждой оболочки и одним комплектом электроники.
Кислородные элементы
Печи переменного тока обычно имеют рисунок горячих и холодных пятен по периметру очага, расположенных между электродами. В современные устанавливают кислородно-топливные горелки в боковой стенке. Используют их для подачи химической энергии в минусовые зоны, что делает нагрев стали более равномерным. Дополнительная сила обеспечивается путем подачи кислорода и углерода в печь. Исторически это делалось при помощи копий (полых труб из мягкой стали) в дверце шлака, теперь это в основном делается при помощи настенных инжекционных блоков, которые объединяют кислородно-топливные горелки и системы подачи воздуха в один сосуд.
Современная сталелитейная печь среднего размера имеет трансформатор с номинальной мощностью около 60 000 000 вольт-ампер (60 МВА), со вторичным напряжением от 400 до 900 и током, превышающим 44 000. Ожидается, что в современном цехе такая печь произведет 80 метрических тонн жидкой стали примерно за 50 минут от загрузки холодного лома до выпуска.
Для сравнения, основные кислородные печи могут иметь мощность 150–300 тонн на партию или «нагревать» и выделять тепло в течение 30–40 минут. Существуют огромные различия в деталях конструкции печи и ее эксплуатации, в зависимости от конечного продукта и местных условий, а также от проводимых исследований для повышения эффективности установки.
Самая большая, предназначенная только для лома (с точки зрения массы ответвления и номинальной мощности трансформатора), представляет собой устройство постоянного тока, экспортированное из Японии, с массой отвода 420 метрических тонн и питаемое восемью трансформаторами 32 МВА для общей мощности 256 МВА.
Для производства тонны стали в электродуговой печи требуется приблизительно 400 киловатт-часов на короткую величину или около 440 кВт-ч на метрическую. Теоретическое минимальное количество энергии, необходимое для плавки стального лома, составляет 300 кВт-ч (температура плавления 1520 °C / 2768 °F). Поэтому для 300-тонного ЭДП мощностью 300 МВА потребуется около 132 МВтч энергии, а время включения составляет приблизительно 37 минут.
Производство стали с использованием электрической дуги экономически выгодно только при наличии достаточного количества электроэнергии с хорошо развитой сетью. Во многих местах мельницы работают в непиковые часы, когда коммунальные услуги имеют избыточную мощность производства, а цена на счетчик ниже.
Операция

Дуговая сталеплавильная печь разливает сталь в небольшую ковшовую машину. Металлолом доставляется в углубление, расположенное рядом с плавильным цехом. Скрап, как правило, бывает двух основных сортов: клочок (белые товары, автомобили и другие предметы, изготовленные из аналогичной легковесной стали) и тяжелый расплав (большие слябы и балки), а также некоторое количество железа прямого восстановления (DRI) или чугуна для химического баланса. Отдельные печи плавят почти на 100% DRI.
Следующий этап

Лом загружается в большие ведра, называемые корзинами, с дверцами-раскладушками для основания. Необходимо следить за тем, чтобы лом был в корзине, чтобы обеспечить хорошую работу печи. Сильный расплав укладывается сверху легким слоем защитного клочка, поверх которого ложится еще часть. Все они должны присутствовать в печи после загрузки. В это время корзина может перейти в предварительный нагреватель лома, который использует горячие, отходящие газы установки для плавки и рекуперации энергии, повышая эффективность.
Перелив
Затем сосуд доставляют в плавильный цех, откидывают крышу печи и в нее загружают материал. Перелив является одной из наиболее опасных операций для операторов. Много потенциальной энергии выделяется тоннами падающего металла. Любое жидкое вещество в печи часто вытесняется твердым ломом и смазкой вверх и наружу. Пыль на металле воспламеняется, если печь горячая, что приводит к вспышке огненного шара.
В некоторых устройствах с двойной оболочкой лом загружается во вторую, пока первая расплавляется, и предварительно нагревается отходящим газом из активной части. Другими операциями являются: непрерывная загрузка и работы с температурой на конвейерной ленте, которая затем выгружает металл в саму печь. Другие устройства могут загружаться горячим веществом из прочих операций.
Напряжение
После зарядки крыша откидывается над печью и начинается расплавление. Электроды опускаются на металлолом, возникает дуга, и затем они устанавливаются так, чтобы растекались в слое крошки в верхней части устройства. Низкие напряжения выбираются для этой операции, чтобы защитить крышу и стены от чрезмерного нагрева и повреждения от дуг.
Как только электроды достигли тяжелого расплава в основании печи и волны экранированы ломом, напряжение может быть увеличено, а электроды немного подняты, удлиняя и увеличивая мощность для расплава. Это позволяет более быстро образовывать расплавленную ванну, сокращая время отводов к выпуску.
Кислород выдувается в металлолом, сжигает или разрезает сталь, а дополнительное химическое тепло обеспечивается настенными горелками. Оба процесса ускоряют расплавление вещества. Сверхзвуковые форсунки позволяют кислородным струям проникать в пенящийся шлак и достигать жидкой ванны.
Окисление примесей
Важной частью сталеплавильного производства является образование шлака, который плавает на поверхности расплавленной стали. Он обычно состоит из металлических оксидов, а также действует в качестве места для сбора окисленных примесей, как термоодеяла (остановка чрезмерных потерь тепла), а также помогает снизить эрозию огнеупорной футеровки.
Для печи с основными огнеупорами, производящей углеродистую сталь, обычными шлакообразователями являются оксид кальция (CaO в виде обожженной извести) и магния (MgO в форме доломита и магнезита.). Эти вещества либо загружаются с ломом, либо выдуваются в печь во время расплавления.
Другим важным компонентом является оксид железа, образующийся при сжигании стали с введенным кислородом. Позднее при нагревании углерод (в форме угля) впрыскивается в этот слой, вступая в реакцию с оксидом железа с образованием металла и окиси углерода. Это приводит к вспениванию шлака, что обеспечивает большую термическую эффективность. Покрытие предотвращает повреждение крыши и боковых стенок печи от лучистого тепла.
Сжигание примесей
Как только металлолом полностью расплавится и будет достигнута плоская ванна, в печь может быть загружено еще одно ведро. После того как второй заряд полностью расплавлен, проводятся операции рафинирования для проверки и корректировки химического состава стали и перегрева расплава выше его температуры замерзания при подготовке к выпуску. Вводится больше шлакообразователей, и в ванну поступает много кислорода, сжигая такие примеси, как кремний, сера, фосфор, алюминий, марганец и кальций, и удаляя их оксиды в шлак.
Уборка углерода происходит после того как эти элементы выгорят первыми, так как они имеют большее сходство с кислородом. Металлы, которые имеют более низкое родство, чем железо, такие как никель и медь, не могут быть удалены путем окисления и должны контролироваться только при помощи химии. Это, например, введение железа прямого восстановления и чугуна, упомянутых ранее.
Пенистый шлак сохраняется повсюду и часто переполняет печь, чтобы вылиться из дверцы в предназначенную яму. Измерение температуры и химический отбор производятся при помощи автоматических копий. Кислород и углерод могут быть механически измерены специальными зондами, которые погружаются в сталь.
Преимущества для производства
Использование системы управления дуговыми сталеплавильными печами позволяет изготавливать сталь из 100% сырья — металлолома. Это значительно снижает энергию, необходимую для производства вещества, по сравнению с первичным изготовлением из руд.
Еще одним преимуществом является гибкость: в то время как доменные печи не могут значительно варьировать свою работу и могут трудиться в течение нескольких лет, данный экземпляр можно быстро запускать и останавливать. Это позволяет сталелитейному заводу варьировать производство в зависимости от спроса.
Типичная дуговая сталеплавильная печь является источником стали для мини-мельницы, которая может производить пруток или полосовой продукт. Мини-заводы могут быть расположены относительно близко к рынкам металлопродукции, а транспортные требования меньше, чем для интегрированного завода, который обычно располагается возле берега для доступа к отгрузке.
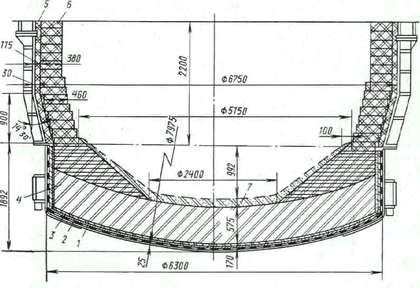
Дуговая сталеплавильная печь: устройство

Схематическое поперечное сечение представляет собой электрод, который поднимается и опускается реечным приводом. Поверхность облицована огнеупорным кирпичом и нижней облицовкой. Дверь позволяет получить доступ к внутренней части устройства. Корпус печи опирается на коромысла, чтобы его можно было наклонять для постукивания.
Дуговая печь типа ДСП: технический паспорт
За счет того, что требования к производству и литью стали, и разных сплавов постоянно возрастают, оборудование для осуществления таких процессов также не стоит на месте. В данный момент очень популярна технология электрической плавки разных марок стали. На территории России насчитывается больше 10 полноценных заводов и плавильных цехов, на которых установлены очень мощные печи с номиналом емкостей 100, 150 и даже 200 тонн. Для того чтобы эффективность использования такого оборудования была максимальной, применяются периферийные устройства, помогающие более быстро и качественно производить термическую обработку материала.

Дуговая сталеплавильная печь ДСП З
Номинальная вместимость дуговой печи не может превышать 200 тонн, а ее футеровка рассчитана для изготовления высококачественных легированных марок стали. Помимо этого, данная печь способна выплавлять углеродистую и низколегированную сталь мартеновского и конвертерного сортамента. На тех предприятиях, где объемы производства не очень велики, применяются дуговые сталеплавильные установки с кислой футеровкой, которые подключаются через отдельный трансформатор во избежание перегрузки электросети.
Наиболее распространенные особенности характеристик, которыми обладает подобная печь являются два показателя: номинальная емкость, максимальная мощность, которые указываются в м З и kBA соответственно. Вдобавок, немалую роль играет показатель удельной номинальной мощности, обозначающийся кВт. Как показывает практика, чтобы применяя данные устройства сэкономить затраты на электричество, мощность ДСП увеличивают с 250-300 кВт до 500-1000 кВт, так как потребляя больше электроэнергии печь в 3 раза быстрее расплавляет шихту.
Есть ли при СССР практически все процессы обработки и подготовки материала для плавки осуществлялись частично вручную и в большей степени внутри самой печи, то на сегодняшний день разработана целая серия специальных механизмов и систем, которые позволяют до основного процесса производить тепловую подготовку шихты, интенсификацию плавки, внепечное рафинирование жидкого металла и прочее. За счет этого в разы повышается производительность агрегата и уменьшается затратная часть на его обслуживание. Существует ряд основных эксплуатационных показателей дуговой печи, которые характеризуют ее технические возможности. К ним можно отнести эффективность производительности и усредненный расход электричества, значение которых напрямую зависят от габаритов, формы, массы, надежности в обслуживании, выносливости материала футеровки и показателей электропараметров. На сегодняшний день разработчиками данной техники создано третье поколение дуговых печей, которые обладают высокой механизацией и практически полностью автоматизированы. Их конструкция включает в свой состав водяное охлаждение внутренних стен камеры, пода и свода, нагревательные топливно-кислородные горелки, устройство для загрузки сыпучих смесей, системы взятия проб, измерители температуры шихты и футеровки, быстродействующие механизмы, совершенные регуляторы мощности, современные системы очистки от пыли и газа. Вдобавок, большая часть рабочих органов оснащена гидравлическими приводами для самостоятельной работы.
Система расчета оптимальных размеров рабочей области ДСП
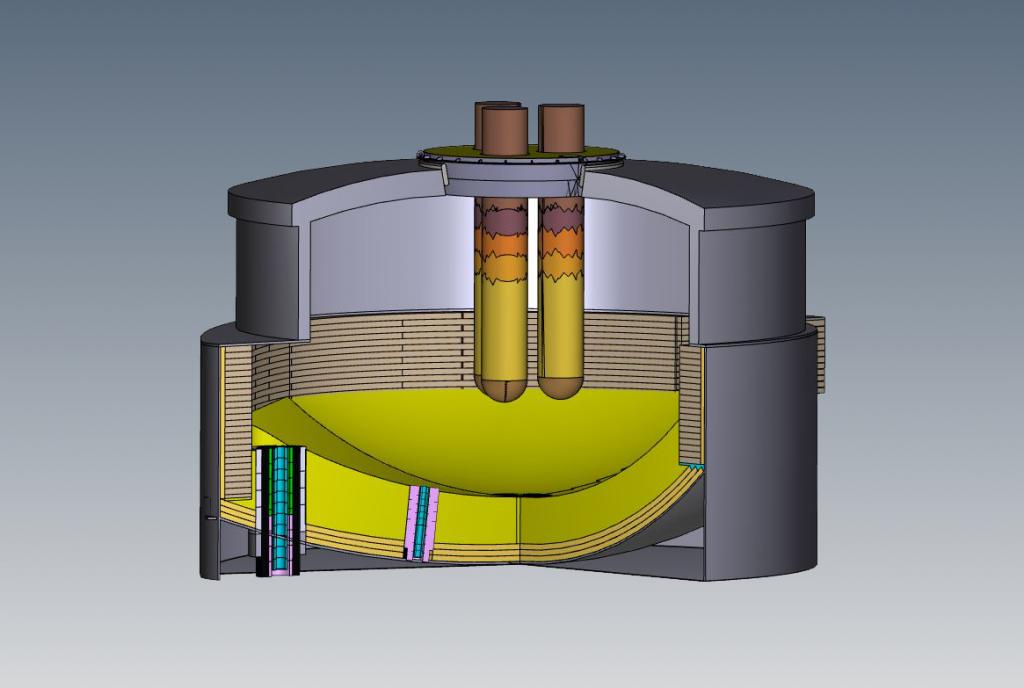
В основной состав конструкций дуговой печи входят: рабочая область, огнеупорный кирпич, механические и электрические элементы. Рабочая область ограничивается выкладкой огнеупорного кирпича и предназначается для осуществления абсолютно всех этапов процесса получения стали. Сама рабочая камера включает в себя 3 основных части: плавильная ванна, свободное пространство и пространство под сводом. Небольшая часть рабочей области снизу ограничивается подом и откосами, а верхние кромки этих откосов образуют ванну, которая служит для расположения жидкого металла и шлака.
Что касаемо верхней части, то пространство ограничивается сводом, очертания которого заканчивается крайними верхними точками откосов и уровнем пят, боковое ограничение образуют стенки, тем самым добавляя объем для большей вместимости шихты в ванну. Наиболее распространенный тип геометрии печи является круг.
Система расчета загрузочной ванны
Для того чтобы обеспечить наибольшую эффективность обработки материалов в ванне, она должна иметь форму сферы конического типа и обеспечиваться откосами под углом 45 градусов, верхние точки которых должны быть выше загруженности шихты минимум на 10 см.
В процессе использования дуговой печи было установлено, что вне зависимости от типа производства загрузка фактического объема емкости минимум на 15% больше спроектированной, из-за чего количество шлака и расплавленного металла поднимаются над крайними верхними точками откосов. Такой процесс приводит к постепенному размыванию конструктивных элементов в ванной и в результате коническая форма деформируется, образовывая сферическую емкость и имея откосы с углом наклона 30-35 градусов относительно вертикали. Исключением являются только те печи, которые имеют кислую футеровку, что обуславливает отсутствие влияния раздела шлака и металла, оставляя форму ванны в исходном состоянии.
Система расчета габаритов свободной плавильной области
Рабочий объем для завалки шихты должен иметь такой профиль и габариты, чтобы материал можно было загрузить в один прием. Помимо этого, строительная прочность свода должна быть максимальной, за счет минимального диаметра самого элемента, максимально короткой рабочей длины электродов, а также одинаковый по всему периметру и низкий тепловой градиент от электрической дуги на поверхность футеровки. Для того чтобы определить количество загрузочного материала в условиях насыпной плотности шихты 1.4т/м З , и с расходным коэффициентом 1.06, необходимо применить следующую формулу: VЗАВ = 0,75GМ, м З .
В силу того, что почти 90% термического излучения от электрической дуги попадает на горячий пояс стенок помимо цилиндрической их формы, выстраивают ступенчатые, наклонные либо сложно фигурные боковые поверхности с разными углами наклона стен. Высоту стенок определяют исходя из степени равномерности и максимально допустимой термической напряженности в центре свода. В связи с этим, вышеописанные влияния на стенки печи также определяются радиусом распадающихся электродов.
Система расчета габаритов пространства под сводом
Строительную прочность данного элемента печи определяют стрелой подъема свода над крайними верхними точками пят. Размер диаметра параллельно с уровнем пят напрямую зависит от высоты стенок и углов их наклонов. В случае с коническивидными стенами, допустим наклон в пределах 9-12 градусов от вертикальной оси.
Дуговая сталеплавильная печь
Дуговая сталеплавильная печь — электрическая плавильная печь, в которой используется тепловой эффект электрической дуги для плавки металлов и других материалов.


Содержание
Общее описание дуговой электропечи


В обозначении дуговой сталеплавильной печи, как правило, присутствует её ёмкость в тоннах (например, ДСП-12). Диапазон печей варьируется от 0,1 до 400 тонн. Температура в ДСП может достигать 1800 °C.
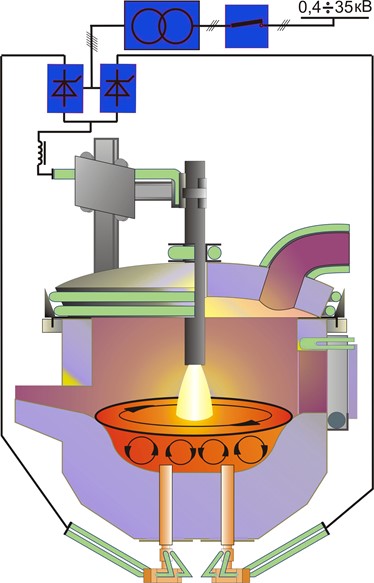
Дуговая сталеплавильная печь (ДСП) состоит из рабочей ванны (плавильного пространства), регулятора мощности дуги и вспомогательных технологических механизмов, позволяющих открыть (закрыть) свод печи, скачать шлак и слить металл. Регулятор мощности дуги представляет собой механизм перемещения электродов с приводом, управляемый программно-адаптивным регулятором электрического режима.
Ранее существовали регуляторы дуги с электромеханическими приводами, которые в силу своей большой инерционности не получают дальнейшего распространения и практически полностью вытеснены регуляторами электрогидравлическими.
Как правило, ДСП имеет индивидуальное электроснабжение через печной трансформатор, подключенный к высоковольтной линии. Мощность трансформатора на больших печах достигает 180 МВт, первичное напряжение 6-35 кВ, на высокомощных печах до 110 кВ, вторичное 50-300В, а в современных печах до 1200 В. Вторичное напряжение регулируется при помощи переключателя ступеней напряжения (ПСН), который может быть как переключаемым при отключенной печи (ПБВ), так и под напряжением (РПН).
Плавку стали ведут в рабочем пространстве, ограниченном сверху куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен снаружи заключена в металлический кожух. Съёмный свод может быть набран из огнеупорных кирпичей, опирающихся на опорное кольцо, а может быть из водоохлаждаемых панелей, как и кожух. Через три симметрично расположенных в своде отверстия в рабочее пространство введены токопроводящие электроды, которые с помощью специальных механизмов могут перемещаться вверх и вниз. Печь обычно питается трёхфазным током, но есть печи постоянного тока. Современная мощная дуговая печь используется преимущественно как агрегат для расплавления шихты и получения жидкого полупродукта, который затем доводят до нужных состава и степени чистоты внепечной обработкой в ковше.
История
Впервые в мире возможность использования дуги для плавления металлов была показана В. В. Петровым в 1803 году. Петров показал, что с помощью такой дуги можно не только расплавлять металлы, но и восстанавливать их из окислов, нагревая их в присутствии углеродистых восстановителей. Кроме того, ему удалось получить сваривание металлов в электрической дуге.
- 1810 г. Сэр Гемфри Дэви провёл экспериментальную демонстрацию горения дуги
- 1853 г. Пишон попытался построить электротермическую печь
- 1878-79 г. Сэр Вильгельм Сименс получил патент на электрическую печь дугового типа
- 1899 г. Первая дуговая сталеплавильная печь прямого действия, построенная Эру.
Хотя ДСП применялись во время второй мировой войны для получения сплавов стали, широкое распространение получила только после её окончания.
Процесс выплавки

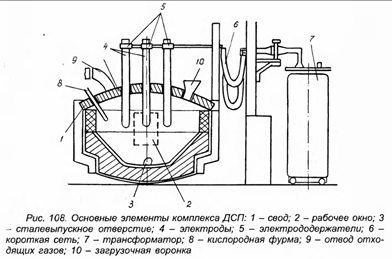
Плавка в ДСП, после осмотра печи и ремонта пострадавших участков футеровки (заправка), начинается с завалки шихты. В современные печи шихту загружают сверху при помощи загрузочной бадьи (корзины). Для предохранения подины от ударов крупными кусками шихты на дно бадьи загружают мелкий лом. Для раннего шлакообразования в завалку вводят известь 2-3 % от массы металлической шихты. После окончания завалки в печь опускают электроды, включают высоковольтный выключатель и начинают период плавления. На данном этапе возможна поломка электродов (при плохой проводимости между электродом и шихтой исчезает электрическая дуга и электрод упирается в непроводящий кусок шихты). Регулирование отдаваемой мощности осуществляется изменением положения электродов (длины электрической дуги) либо напряжения на электродах. После периода расплавления в печи образуется слой металла и шлака. Шлак скачивают через шлаковую летку (рабочее окно), постоянно присаживая шлакообразующие, в течение всего периода плавления, с целью удаления фосфора из расплава. Шлак вспенивают углеродсодержащими материалами для закрытия дуг, для лучшей его скачиваемости и уменьшения угара металла.
Выпуск готовой стали и шлака в стальковш осуществляется через сталевыпускное отверстие и жёлоб путём наклона рабочего пространства (или, если печь оборудована вместо жёлоба донным выпуском, то через него). Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки (замер температуры металла и отбор пробы химического состава металла). Также рабочее окно может использоваться для подачи шлакообразующих и легирующих материалов (на малых печах). На современных сверхмощных печах подача шлакообразующих во время плавки осуществляется через специальное отверстие в своде конвеерной подачей. Углеродистые материалы для вспенивания шлака подаются в печь либо порционно через свод, либо вводятся инжекционными горелками струей сжатого воздуха. Перед выпуском и во время выпуска в стальковш добавляются легирующие и раскислители, а при отсекании печного шлака еще и шлакообразующие материалы.
Преимущества ДСП
Использование электрической энергии (электрического тока), возможность расплавить шихту (металлолом) практически любого состава, точное регулирование температуры металла и его химического состава подтолкнуло промышленность к использованию ДСП в ходе второй мировой войны для производства легированной стали, качественного литья и, как следствие, деталей оружия и боеприпасов. Сегодня дуговые сталеплавильные печи производят различные сорта сталей и чугунов, а также могут являться источником сырья (полупродукта) для АКП и МНЛЗ.
Недостатки
Высокий местный перегрев под электродами; трудность перемешивания и усреднения химического состава чугуна; значительное количество продуктов горения и шума во время работы.
Источник https://fb.ru/article/462877/dugovaya-staleplavilnaya-pech-ustroystvo-printsip-rabotyi-moschnost-sistema-upravleniya
Источник https://ag-club.ru/dugovaya-pech-tipa-dsp/
Источник https://dic.academic.ru/dic.nsf/ruwiki/393390
