Сушка древесины в микроволновой свч-печи
Небольшие заготовки для поделок или уже готовые поделки можно высушить в микроволновой печи. Размер заготовки не должен превышать диаметр вращающегося подноса в печи СВЧ.
При такой сушке заготовка или поделка прогревается по всей толщине, а наиболее влажные участки получают максимальный нагрев.
При высушивании заготовки обычным способом в заготовке часто возникают мелкие трещинки, из-за чего приходится срезать торцовые части заготовок. Под действием нагрева в микроволновой печи волокна лигнина изменяются, и заготовка становится менее зависима от перепадов влажности. Молекулы воды, находящиеся в структуре дерева, просто поглощают микроволны, что обеспечивает равномерный прогрев заготовки.
Выбираем микроволновую печь
До начала эксперимента подготовьте электронные весы или бытовые высокой чувствительности и саму печь СВЧ. Факторы, на которые нужно обратить внимание при выборе печи – наличие вращающейся подставки, размер камеры и самая маленькая мощность. Прочие премудрости просто не нужны. Если вы приобретаете печь СВЧ только для просушки заготовок дерева, то возьмите самый дешевый вариант. Важно, чтобы была функция переключения на минимальную мощность (соответствует функции «размораживание»).
Технология процесса
Сушить лучше саму заготовку, а не изделие, так как в процессе сушки может пройти деформация. Можно сделать грубую обрезку материала с небольшим припуском по отношению к размерам того изделия, которое вы будете изготавливать из нее. В идеале все-таки лучше высушить всю заготовку.
Итак, приступаем к работе:

Сушка древесины в свч-печи
Когда вес уже не уменьшается, можно остановиться. Заготовка высушена.
Полезные советы, о которых следует помнить

Высушенная в микроволновке деревянная заготовка
На самом деле процесс сушки в микроволновой печи не так уж и сложен. Пунктуально и последовательно выполняя эти несложные действия, вы обязательно добьетесь успеха. Качественно высушенный материал для поделки – гарантия того, что время, потраченное на изготовление поделки не будет потрачено впустую.
По вариациям возможных методов сушки древесины путь будет крайне недолгим. Всего можно выделить три основных…
Долговечность древесины (будущих пиломатериалов) при её использовании обеспечивается различными способами: использованием антисептиков, нанесением масляной краски…
На деревообрабатывающих производствах для измельчения древесины используется сложное оборудование – высокоточные станки с дорогостоящим режущим…
Еще совсем недавно садоводы и огородники не имели понятия о таком агрегате, как измельчитель древесины.…
Сушка древесного пиломатериала производится преимущественно с использованием вакуумной сушильной камеры. Технологическая операция заключается в как…

Приказом Рослесхоза России от 01.08.2011 № 337 утверждены Правила заготовки древесины (далее Правила), которые обязательны…
Какую сушильную камеру выбрать для сушки древесины


Сушильная камера для древесины, установленная на деревообрабатывающем предприятии, поможет соблюсти регламенты и требования нормативной документации к качеству деревянной продукции. Подобное оборудование будет востребовано не только на крупном предприятии, но и в небольшой мастерской.
Требования к содержанию влаги в древесине достаточно жесткие, определены нормативными документами. Такое положение дел обосновано, ведь деревянные изделия, выполненные из материала слишком влажного или слишком сухого, будут деформироваться, терять свои свойства. Деревянные постройки в таком случае, могут стать опасными для человека. Мебель, сделанная из чересчур влажного дерева, рассохнется и придет в негодность. Дверь из очень сухой древесины быстро наберет влагу, разбухнет и перестанет закрываться.
Просушивание дерева – длительный и ответственный процесс. Пиломатериал или заготовки нагреваются нагретым воздухом или паром. Высушенное по всем правилам дерево можно транспортировать без риска деформаций.
Не стоит занижать важность сушки
Мой опыт работы в нескольких компаниях, занимавшихся сушкой различной древесины, позволяет говорить о важности данного технологического этапа в цепочке производства готовых пиломатериалов.
Объясняется это тем, что именно качественно организованный процесс сушки позволяет минимизировать количество брака, повысить качество конечного продукта и, соответственно, обеспечивает его реализацию по более высоким ценам, а также способствует росту числа постоянных заказчиков.

Категорически неверным является подход к финансированию технологии принудительной сушки по остаточному принципу. Результатом подобного решения может стать низкая рентабельность (вплоть до банкротства) предприятия лесопереработки, оборудованного самым современным станочным парком.
А если на это налагаются сложившиеся у руководителя ошибочные представления о том, как сушить лес «правильно» и приоритет «экономии» средств на закупке оборудования, результат будет плачевным. Камера будет. А вот качественного сухого пиломатериала на выходе, не дождётесь.
Мне приходилось работать под руководством различных начальников (владельцев). И необходимо признать, что личность руководителя играет колоссальную роль в правильном решении данного вопроса.
Один стремится любыми способами «урвать рубль» здесь и сейчас, совершенно не думая о завтрашнем дне. Другой целеустремлённо вкладывает средства в развитие и оснащение производства, довольствуясь минимальной прибылью и, в конечном счёте, получает высокодоходную компанию, занимающую устойчивое место на рынке предоставления подобных услуг, демонстрирующую положительную динамику развития даже в межсезонье и при спаде потребительского спроса.
Сушилки с СВЧ камерой

Камеры СВЧ были изобретены совсем недавно. Напоминает такая сушилка замкнутую металлическую емкость. Работает под воздействием отражательной поверхности СВЧ волн. Напоминает принцип действия микроволновой печи. С помощью СВЧ камеры можно просушить материал любого сечения и размера. СВЧ камеры имеют простую конструкцию и настроить длину волны можно на любую длину. Это дало возможность просушивать с помощью СВЧ камеры любое сырье. Режим затухания СВЧ волны позволяет регулировать температуру внутри камеры. А реверсивные вентиляторы удаляют излишнюю влажность из системы. Сравнивают СВЧ сушку с диэлектрической, которая считается самой эффективной, но из-за высоких затрат электроэнергии в России не применяется.
К главным минусам СВЧ камер относятся контроль влажности древесины и высокая цена на СВЧ сушилки и затраты на электричество.
Модели СВЧ сушилок
В России эту технологию просушки предлагает инженерная компания в Москве “ Инвестстрой” — “СВЧ-Лес”. Стоит подобная установка от 1300 000 руб. Обслуживать СВЧ-Лес нужно раз в пол года, по цене от 100 000 руб.
От того какую камеру выберет покупатель зависит только половина будущей прибыли. Построить и утеплить бокс это только часть всех работ. важно чтобы составляющее оборудование было качественным.
Покупать или изготовить своими руками
Для того, чтобы получить качественный продукт, следует пользоваться высококлассным инструментом, одним из которых и является сушильная камера.
Однако, ряд начинающих лесопереработчиков стремится, в целях экономии, изготовить сушильную камеру самостоятельно.
Допускаю, что это возможно. Но только при наличии специалистов, способных правильно и в полном объёме провести предварительные расчёты (а таких, на предприятиях деревообработки, можно встретить нечасто). И когда требуется периодически выполнять сушку небольших объёмов древесины.
Во всех остальных случаях подобные решения приводят к неоправданным финансовым потерям, существенному объёму брака и потере постоянных клиентов.
Промышленное производство значительных объёмов требует использования камер, изготовленных профессионалами. Самодеятельность в данном вопросе равносильна самоубийству.
Для подтверждения данного тезиса, хочу привести случай, свидетелем которого я стал году в 2002-2003 (точнее не помню). Я тогда только устроился на работу в компанию, которые и раньше и сегодня именуют «шарашками». Она позиционировала себя в качестве многопрофильного предприятия, производящего садовую мебель, беседки, заборы и пиломатериалы.
Услышав о том, что материал камерной сушки можно продать дороже, хозяин назначил троих «толковых мужиков» разработчиками и производителями камеры конвективного типа.
«Шедевр» конструкторской мысли изваяли менее, чем за месяц. Причём с огромным количеством огрехов и грубейших нарушений, которые были видны даже невооружённым взглядом (определённый опыт работы у меня тогда уже был). Я попытался обратить на это внимание работодателя. Но мнение «смерда» учтено не было, а настаивать, создавая себе проблемы на ровном месте. Я не стал.

Примеры. На вентиляторах отсутствовала возможность реверсивного вращения, многие металлические элементы конструкции «забыли» заземлить, калориферы стояли разной мощности. А ответственным за эксплуатацию назначили молодого таджика, который не имел об этом ни малейшего представления. Он же занимался вопросами загрузки и выгрузки.
Творение проработало чуть больше недели и бесславно завершило свою недолгую производственную биографию мощным пожаром, в котором сгорело не только имущество нашего хозяина, но и давальческое сырьё, которое он должен был просушить.
Но это его ничему не научило. Свой бизнес этот гражданин продолжал строить по принципу: «Есть только две точки зрения на вопрос, моя и ошибочная». Проработав некоторое время, я счёл за лучшее поменять место работы.
В завершение раздела несколько пожеланий тем, кто решает изготавливать сушильную камеру самостоятельно.
Прежде, чем приступать к изготовлению конструкции в материале, требуется получить хотя бы минимальные теоретические знания. Благо для этого сегодня интернет предоставляет огромные возможности. Существует много вполне добротных учебных пособий на данную тему. Из их числа хочу отметить книги Кречетова и Царёва (в соавторстве с Пейчем). Не лишним станет и ознакомление с положениями действующих нормативов. Например, СП114.13330.2016, которым задаются противопожарные нормы для хранения лесоматериалов.
При создании проекта собственной сушилки обязательно требуется просчитать:
- оптимальный материал для её стен;
- добиться герметичности закрывания ворот;
- определиться с оптимальным методом загрузки материалов для сушки;
- подобрать тип и мощность вентиляторов, рассчитать места их установки и потребное количество;
- решить вопрос с теплоносителем и реализацией системы увлажнения;
- обязательно установить в камере психрометр и датчики влажности.
в идеале должна быть предусмотрена автоматика. В крайнем случае. Полуавтоматический режим управления процессом сушки. Но это достаточно сложные вопросы, требующие глубоких специальных знаний.
Практика показала, что одной из наиболее частых ошибок, совершаемых изготовителями самодельных сушильных устройств, является попадание воды, при её капельном разбрызгивании, на датчик влажности. в результате автоматика получает искажённые команды. Итог – брак.
Вторым, по частоте возникновения, является факт «забывания» о том, что вентиляторы работают от электроприводов, которым постоянно приходится находиться в условиях повышенной температуры и влажности. поэтому брать любые, подходящие по мощности, тут не получится. Требуются только специальные модели.



Плюсы и минусы различных видов сушильных камер для древесины
Небольшие компании используют преимущественно камеры российского производства. Кроме этого, достаточно часто применяются чешские и итальянские, реже, финские (преимущественно на северо-западе Европейской части России). Объясняется подобное предпочтение следующими факторами:
- оптимальное соотношение производительности, эксплуатационных характеристик, долговечности и стоимости;
- возможностями оперативного приобретения запасных частей и наличием сервисного обслуживания (подавляющее большинство производителей сушилок имеет широкую сеть представительств в странах СНГ, включая Россию);
- минимальными сроками поставки, относительно невысокими расходами на таможню и доставку, возможность шефмонтажа и обучения персонала.
Независимо от реализованного в конструкции принципа, положенного в основу технологии сушки (конвективный, конденсационный, вакуумный, иной), любая конструкция решает одну и ту же задачу – выпаривает из древесины содержащуюся в ней влагу. Именно поэтому, рассматривая вопрос качества принудительной сушки, в первую очередь, обращают внимание на такие показатели, как:
- срок сушки до заданного содержания влажности;
- возникновение внутренних напряжений в процессе сушки и возможности его купирования;
- разница во влажности внешних и внутренних слоёв пиломатериалов после завершения процесса сушки.
Несколько слов хочется сказать по конкретным технологиям сушки, с которыми приходилось иметь дело.
Конвективные сушильные камеры для древесины
Камеры подобного типа наиболее распространены на территории России, причём во всех регионах. Поэтому опыт работы с подобными камерами составляет основу моего опыта обслуживания изделий для принудительного снижения процента влажности у пиломатериалов.

Технология, лежащая в основе данного принципа сушки, очень простая. Влага. Содержащаяся в дереве, выводится из него посредством его обдува струёй горячего воздуха. Последний нагревается электрокалориферами (в подавляющем большинстве моделей). Поток нужной силы и направленности формируется блоками мощных вентиляторов, количество которых может достигать десяти и более единиц.
Важным преимуществом камер подобного типа является конструктивно предусмотренная возможность пропаривания дерева. Это позволяет минимизировать внутренние напряжения (в идеале, полностью их обнулить).
У всех камер, с которыми мне приходилось работать параметры внутренней среды, создаваемой внутри, замерялись установленным психрометром, а процессом сушки управляла встроенная автоматика.
Процесс разбит на несколько этапов, на каждом из которых влажность материала и величина внутренних напряжений различна.
Верхние слои пиломатериалов, при их обдуве горячим воздухом, сохнут быстрее внутренних. А слои у сердцевинной части не успевают отдавать влагу с той же интенсивностью. Результатом этого дисбаланса являются внутренние напряжения, которые могут провоцировать возникновение трещин.
Для компенсации данного негативного процесса практически во всех конвективных камерах реализован дополнительный этап влагообработки, когда на поверхность материала, проходящего сушку, набрызгивается влага. Далее процесс сушки путём подачи горячего воздуха вновь продолжается.
Если чередование данных этапов проходит своевременно, после завершения обработки получается материал, имеющий примерно равную по всему объёму влажность.
Однако это в теории. А на практике очень много зависит от того, кем изготовлена камера, её модели и пресловутого «человеческого фактора».
Если изделие приобретено у надёжного производителя, монтаж выполнен в присутствии представителя компании, а эксплуатация выполняется строго согласно рекомендациям изготовителя, то в подобных устройствах можно получить готовый пиломатериал с пренебрежимо малыми внутренними напряжениями, что исключает его растрескивание, увеличивает выход готовой продукции и как результат, прибыль компании.
К достоинствам рассмотренных типов камер я бы отнёс:
- наличие моделей со значительной разовой вместимостью (порядка 1000 м3), что существенно для крупных компаний;
- наличие возможности выполнения тонких настроек процесса управления, предусматривающая изменение величин существенных параметров на любом из этапов сушки;
- контроль процесса в автоматическом или полуавтоматическом режимах;
- минимизация издержек производства.
В числе недостатков не могу не упомянуть:
- достаточно продолжительные сроки сушки;
- необходимость подготовки обученного персонала для обслуживания устройства.
Конденсационные сушильные камеры для древесины
Основное отличие данной технологии от той, которая была рассмотрена выше, заключается в следующей технической особенности. Влага из древесины, проходящей сушку, выделившаяся в воздух камеры, конденсируется на, имеющихся в конструкции, специальных охладителях, собирается в специальные водоотводящие каналы и удаляется из камеры, а осушенный, таким образом, воздух продолжает замкнутый цикл обдува древесины.
Охладители заряжаются фреоном. Рабочие температуры в таких сушилках ≤ 45 °C. Это существенно увеличивает срок сушки одной закладки, даже в сравнении с конвективными камерами. В зависимости от выбранной модели устройства, оно может предусматривать возможность увлажнения, либо не иметь подобной опции.

При её наличии, увлажнение осуществляется после завершения первой стадии сушки, что позволяет минимизировать внутреннее напряжение, возникшее в верхних слоях пиломатериала.
В моделях, где увлажнение не предусмотрено, этот вопрос решается наличием инверторов на двигателях вентиляторов, которые позволяют менять скорость подаваемого воздушного потока (Это делается в целях обеспечения большей плавности и равномерности выделения влаги из дерева). В иных случаях исключить растрескивание продукции, проходящей сушку, не получится.
Камеры данного типа являются оптимальным выбором, если предстоит сушка преимущественно толстых пиломатериалов, либо изделий, изготовленных из древесины плотной (например, из ясеня или дуба).
Если планируется сушка древесины для последующего применения в столярном производстве, подобное решение сложно назвать лучшим.
К достоинствам метода можно отнести:
- малое энергопотребление;
- практически 100% исключение случаев коробления пиломатериалов.
Недостатков достаточно много. Главные:
- весьма продолжительные сроки сушки, которые в разы превышают аналогичные показатели камер конвекционного типа;
- появление дополнительных расходов, обусловленных использованием фреона;
- качество готовых материалов нельзя назвать идеальным;
- древесина, обработанная подобным образом, имеет низкую стойкость к воздействию патогенной микрофлоры (малые температуры в камере не позволяют выполнить стерилизацию заготовок).
Аэродинамические сушильные камеры для древесины
Дважды мне приходилось работать и на подобных камерах. Они имеют наиболее простое конструктивное исполнение по сравнению с изделиями иных типов. Это обычный бокс из металла с установленными в нём вентиляторами.
Нагрев воздуха осуществляется за счёт тепла, вырабатываемого работающими вентиляторами (механическая энергия вращающегося ротора трансформируется в тепловую).

При достижении в камере требуемой влажности вентиляторы останавливаются. Это самое простое решение для самоделки. Однако подобной технологии сушки свойственно очень много недостатков. Поэтому я бы не рекомендовал приобретать такие камеры.
Главным недостатком является тот факт. Что обдув горячим воздухом сушит древесину неравномерно. В то время, как верхние слои уже практически просохли, внутренние ещё имеют достаточно высокую степень влажности. Результатом подобного дисбаланса является значительное внутреннее напряжение в готовых изделиях.
Использовать такой пиломатериал в столярке категорически не рекомендуется. При попытке «досушить» подобный материал, он гарантированно лопается (растрескивается).
Конечно можно сослаться на то, что проблемы возникновения внутренних напряжений свойственны любой технологии сушки. Но в рассматриваемом варианте, они самые значительные и выражены максимально явно.
В любом методе можно найти преимущества.
Плюсами аэродинамической сушки можно считать:
- простоту монтажа и дешевизну эксплуатации (достаточно подключить установку к 3-ёхфазной сети на 380В);
- сушка выполняется со значительной интенсивностью;
- стоимость подобных сушильных камер можно считать малой (по сравнению с изделиями иных типов), если при этом не рассматривать расходы. Которые влечёт последующая эксплуатация.
- неудовлетворительное качество сушки;
- длительный срок сушки;
- весьма существенные расходы на оплату электроэнергии.
Инфракрасные сушильные камеры для древесины
Главным отличием рассматриваемой технологии сушки является отсутствие требования создавать помещение замкнутого объёма (собственно камеру). Для выведения влаги применяются специальные конструкции, именуемые инфракрасными кассетами. При закладке штабеля на сушку, их размещают между слоями уложенной древесины. Создаваемое ими ИК-излучение выпаривает влагу из дерева на всю его глубину.
Летом сушку подобным образом допустимо проводить под навесами на открытом воздухе, предварительно защитив штабель от прямого дождя.

Работать с подобными устройствами приходилось приватно, в собственной мастерской. Очень люблю тестировать доступные мне новые технологии сушки и обработки древесины.
Полученные результаты, в целом, могу назвать удовлетворительными. Но технология «не глянулась». Да и для промышленного использования данное решение абсолютно неприемлемо, в силу длительности и сложности подготовительного этапа закладки и последующей выборки готовых пиломатериалов.
Из преимуществ следует указать на:
- автономность и компактность технологии;
- простоту приведения в рабочее состояние;
- высокую экономичность.
В качестве недостатков, следует обратить внимание на:
- существенные сложности в организации контроля за параметрами сушки;
- возможность использования на закладках с ограниченными объёмами, не превышающими 5 м3.
СВЧ сушильные камеры для древесины
Древесина в них подвергается сушке за счёт реализации процесса, аналогичного происходящему в бытовой СВЧ-печи. Разница только в величинах изделий.
Высокочастотное излучение не повреждает древесину, способствуя деликатному и равномерному выведению влаги практически по всей глубине заготовки. Сроки выхода на заданную степень влажности готового пиломатериала достаточно невелики.

Ради любопытства, поработал у знакомых на подобной установке (новые знания никогда лишними не бывают). Результаты получились достаточно хорошими. Однако сложность устройства, достаточно высокая стоимость, дороговизна комплектующих (цена тех же магнитронов начинается от 300 000 руб., а срок службы, к сожалению, не велик) а главное, малые объёмы разовой загрузки делают подобное решение невыгодным ни для крупного производства, ни для частников.
Последнее особенно актуально, если прикинуть, во сколько обходится обслуживание подобных камер, особенно если приходится заменять сломавшийся магнетронный генератор.
Но, как говорится, «на вкус и цвет…». Выбор за вами.
Достоинствами подобных установок являются:
- высокая скорость сушки и отличное качество материала на выходе;
- экономное расходование электроэнергии.
Из недостатков я бы, в первую очередь, назвал:
- незначительную разовую ёмкость загрузки, не превышающую -7-10 кубометров;
- весьма сложный контроль за ходом процесса;
- высокая стоимость магнетронных генераторов.
Вакуумные сушильные камеры для древесины
В эти камеры я «влюбился». Конструкции полностью герметичны (в подавляющем большинстве моделей). В процессе сушки внутри них создаётся давление ниже атмосферного. Поэтому сушку можно выполнять при сравнительно невысоких температурах (до 65 °C).
Объясняется это тем, что понижение давления приводит к закипанию воды при более низких температурах. Поэтому требуемого эффекта сушки можно добиться «малой кровью», не используя высоких температур.
Это автоматически уменьшает теплопотери в камере подобного типа и позволяет добиться весьма незначительного изменения цвета материала, проходящего сушку.

Конструктивные особенности подобных изделий зависят от того, кем они произведены. Например, в достаточно часто применяемых российскими лесопереработчиками, итальянских сушилках WDE Maspell и некоторых отечественных камерах стоят водяные нагреватели. Другие отечественные изготовители предпочитают электрические нагревательные элементы.
Главной отличительной особенностью сушки с использованием вакуумной технологии является любопытная ситуация, когда температура, до которой разогревается доска, проходящая сушку, превышает температуру кипения водяных паров (иное наименование, температура насыщения). В результате существенно ускоряются все процессы, имеющие место внутри доски, и последняя сохнет быстрее.
Данная технология обеспечивает возможность не использовать в процессе сушки агрессивное воздействие на материал высоких температур.
Но, расхваливая ту или иную технологию, я призываю будущих пользователей не забывать о том, что минимальное количество дефектных заготовок после завершения сушки определяется не только выбранной технологией и типом камеры для сушки, но и правильно подобранными технологическими режимами, которые закладываются производителями в каждую модель и правильно функционирующей автоматикой.
По мимо этого, важным фактором является выбор добросовестного производителя с необходимыми технологическими наработками и опытом сушки. Технология сложная и, к сожалению, ни раз сталкивался, когда владелец выбирал производителя поверхностно разобравшись в вопросе. Как итог получал оборудование с которым больше мучений, чем работы. Заявляемые характеристики не соответствовали реальности. Приходилось либо дорабатывать камеру самому и тратить на это время и деньги, либо смерившись работать на этом оборудовании.
Несмотря на то, что в таких камерах воздействие на древесину происходит более мягко, остаётся вероятность растрескивания материала, подвергающегося сушке. Она есть всегда и при любом режиме сушки. Так как дерево, это живой материал, в котором одновременно могут формироваться различные виды напряжений. На эти процессы влияют порода древесины и место её заготовки, технология распила бревна и возраст дерева.
Ну а по срокам сушки могу сказать, что сосновую доску «пятидесятку» в камере вакуумного типа (на последнем рабочем месте) с 50 до 8 процентов мы сушим всего за 2 суток. Подобную скорость я не встречал ни у одной технологии, пожалуй, лишь у СВЧ.
Достоинства камер вакуумного типа:
- отличное качество высушенных материалов;
- рекордно быстрая скорость сушки;
- высокая производительность;
- подходит как маленьких предприятий ( модели от 1-8 куб), средних предприятий ( модели от 8-18 куб.), крупных предприятий ( модели от 18-36 куб.)
Недостатки (к сожалению, они у неё тоже есть):
- ручная погрузка-разгрузка;









Классификация конструкций
В камерах конвекционного типа энергия в древесину проникает через круговорот воздуха, а теплопередача происходит через конвекцию. Такие конструкции бывают туннельными или камерными.
Туннельные сушилки имеют большую глубину, в них проталкивают пачки штабелей из одного конца (более влажного) в сухой. Их обязательного с одного конца заполняют, а со второго опустошают. Штабеля проталкивают по одной штуке раз в 4−12 часов. Данные сушилки используют для крупных лесопилен и помогают выполнить транспортную сушку.
Камерные сушилки более короткие, в процессе сушки по всей камере поддерживаются одинаковые параметры. Если глубина продуваемости от 2 метров, то с целью уравнивания условий сушки применяют метод реверсации вентиляционного направления. Камеру заполняют и опустошают с одной стороны, если дверь одна. Пиломатериал в них можно сушить любой до разных показателей влажностей. Именно такие конструкции применяются в нашей стране чаще всего.
Конденсационный тип сушилки отличается тем, что возникшая в воздухе влажность начинает на специальных охладителях конденсироваться, а потом выводится жидкость. КПД здесь большой, но цикл долгий, поскольку приборы с большой температурой не работают и наблюдаются крупные теплопотери. Такие виды оборудования больше подходят для обработки небольших объемов материалов или же сушки древесины плотных пород — ясеня, бука или дуба. Но конденсационные камеры имеют и ряд преимуществ:
- нет необходимости в котельной;
- стоимость камеры и себестоимость работы низкие.
Еще сушильные камеры отличаются по способу циркуляции и характеру сушильного агента, принципу работы и типу ограждения.
Например, циркуляция может быть естественной и принудительной. Конструкции первого типа устаревшие и малопроизводительные, управлять режимами практически невозможно, а равномерность просыхания материала оставляет желать лучшего. При современных требованиях такие сушилки лучше не применять.
По характеру сушильного агента камеры бывают:
- воздушными;
- газовыми;
- высокотемпературными.
Важность надёжной автоматики в сушильных камерах
Хочу отдельно сказать об этом. Сушка древесины, это процесс весьма сложный. Поэтому качественные современные камеры производители автоматизируют по максимуму. Но никакая машина и автоматика не может полностью заменить человека.
Поэтому оператор нужен в любом случае. И лучше, грамотный оператор. Так как ошибка, допущенная на любом этапе сушки, может превратиться в непоправимый брак на выходе, или привести к возникновению аварийной ситуации.
Как правило, брак проявляется на заключительном этапе, когда исправить что либо, уже невозможно.

Поэтому подходить к выбору приобретаемой камеры, равно, как и ко бучению персонала, требуется основательно.
Автоматизация позволяет избавиться от значительного числа проблем, поэтому я считаю данную составляющую в конструкции сушильной камеры весьма важной. Особенно, если сушку планируется вести в промышленных масштабах.
Выбирая камеру, обязательно обратите внимание на следующее:
- имеется ли возможность организации автоматического управления, предусматривающая задание различных режимов сушки и возможность загрузки новых шаблонов (пользовательских программ, которые вы создаёте под своё производство);
- предусмотрена ли возможность вмешательства оператора в работу автоматики, позволяющая оперативно корректировать процесс сушки в любое время;
- весьма желательно наличие на автоматике цифрового дисплея, на котором в реальном масштабе времени отображаются основные характеристики процесса (влажность, температура, иные);
- предусмотрена ли производителями возможность записи хода процесса камерной сушки с фиксацией всех параметров и последующим её выведением в форме графика (это позволяет провести последующий анализ, при необходимости);
- встроенная автоматика должна быть «умной», то есть исключать вероятность принятия «неправильных» решений. Например, не подавать команду на увлажнение, когда шторки на вентиляции открыты;
- предусмотрена ли возможность управления камерой в дистанционном режиме;
- наличие световой и звуковой индикации и возникающих неисправностях.
Когда автоматика выставлена и работает правильно, в камере формируется и поддерживается среда, оптимальная для конкретного этапа сушки.
В нужное время, с учётом показаний контрольных приборов, должна меняться влажность, температура, уровень кондиционирования во внутреннем объёме камеры. Всё это положительно скажется на качестве готовой продукции.
При выборе автоматики главное, не переборщить. Не стоит делать «масло масляное». Установка автоматики нужна. Но только при определённых условиях. На камерах, например конвективного типа, объёмом менее 20 кубометров разовой загрузки её установка является невыгодной экономически, так как окупаться она будет ну очень долго. На таких камерах оптимальным решением является использование полуавтоматов.
Виды сушильного оборудования

К основным видам сушильных камер относятся:
- Диэлектрические.
- СВЧ.
- Конвекторные
- Вакуумные
- Аэродинамические
Метод сушки древесины различными способами был придуман еще в 60-х годах, но из-за высоких затрат на электричество и сложности конструкции технологии начали использоваться только в последнее время. Чаще всего во всем мире используют сушилки конвекторного типа. Почему же это происходит? Остальные конструкции можно использовать с рядом ограничений и тонкости использования. Основные недостатки использования индуктивной, конденсационной и вакуумной сушилок для древесины:
- Аэродинамические камеры требуют большего расхода электроэнергии;
- Конденсационные конструкции стоят дорого, а сушка в них длится в 2-а раза дольше, чем в конвекторных.
- Вакуумные сушилки имеют высокую стоимость и обслуживать их тоже дорого.
- Диэлектрические требуют больших затрат на электроэнергию, хотя считаются одними из лучших.
Брак пиломатериала при неправильных режимах сушки
Некоторые руководители. В силу недостаточной информированности. Считают процессы сушки достаточно простыми и не заслуживающим специального внимания. Положил доску, включил на определённое время обдув и нагрев, вынул готовый товар.
В этом случае хочу привести мудрую мысль моего внука: «На вкус и цвет… все фломастеры разные». Если бы это было настолько просто, то проблемы с выбором камеры не существовало бы в принципе.
На деле, по «непонятным» причинам, в одной камере брака почти нет, а во второй, его процент зашкаливает за грань допустимого. Чтобы понять, почему так происходит, иногда требуется потратить значительное время (а брак идёт). А на качестве может сказаться всё, что угодно, от конструктивных дефектов, до неправильной загрузки.

Главной задачей, которую вам предстоит решить при выборе камеры, является не только и не столько экономия средств на закупке и подбор оптимального соотношения стоимость/производительность, и даже не возможные перспективы её эксплуатации. Главное понять, способна ли сушильная довести влажность в пиломатериале до необходимых показателей в короткий срок по всей глубине древесины равномерно, способна ли она стабилизировать геометрию (по размерам и форме).
Любое деревянное изделие, произведённое из некачественно просушенного материала, очень быстро выйдет из строя. Причём скрытые дефекты становятся заметными только спустя определённое время. О том, что они были. Вы узнаете по короблению и растрескиванию, отслоению краски и прочим «прелестям».
В среднем считается. Что кубометр свежезаготовленной древесины содержит порядка 300 литров жидкости, которую и должна испарить камера. Но таким образом, чтобы не повредить материал. Большая часть данного объёма находится в капиллярах, меньшая, в клетках ткани древесины, которые эти капилляры и формируют. Удаление влаги на клеточном уровне и является наиболее сложной задачей. Именно нарушение технологии на данном этапе приводит к растрескиванию пиломатериалов.
Наиболее сложно поддаются сушки породы твёрдые (дуб, ясень, бук). Их верхний слой сохнет значительно быстрее и формирует корку, плохо пропускающую влагу из внутренних слоёв. В результате высока вероятность брака.
Именно поэтому крайне важным является соблюдение штатных технологических режимов сушки (например, своевременного выравнивания влажности). Процесс этот весьма сложен. Даже одна и та же доска неравномерно сохнет по длине и объёму с разбросом до 2%.
Если штабель уложен неправильно, к трещинам может добавиться коробление.
Режимы просушивания
В зависимости от требований к качеству, сушка пиломатериалов в специальном аппарате осуществляется в разных режимах, которые отличаются друг от друга по температуре. Если это мини-камера, тогда в процессе температура медленно поднимается, а относительная влажность агента снижается.
Тот или иной режим выбирается с учетом следующих факторов:
- толщины древесины;
- ее породы;
- качества;
- конечной влажности;
- конструкции камеры.
Существуют режимы высокотемпературного и низкотемпературного процесса. В низкотемпературных используется в качестве агента влажный воздух, изначальная температура менее 100 градусов. Есть три категории таких видов режимов:
- мягкий — сушка производится без дефектов, сохраняются механические и физические свойства дерева, включая его цвет и прочность;
- нормальный — сушка также выполняется без дефектов, прочность сохраняется практически полностью, цвет может незначительно меняться;
- форсированный — сохраняется прочность на статический изгиб, растяжение и сжатие, но может снижаться прочность на скалывание и раскалывание с потемнением.
В высокотемпературных режимах происходит двухступенчатое изменение показателей агента, перейти на вторую ступень с первой можно только тогда, когда древесина достигает переходной влажности в 20 процентов.
Такие режимы назначаются в зависимости от породы и толщины дерева, и назначается для сушки материалов, применяемых при производстве несущих конструкций построек и тех изделий, где возможно применение темной древесины со сниженной прочностью.
С какими проблемами современных сушильных камер приходилось сталкиваться чаще всего
За мою, достаточно продолжительную, практику на различных производствах, приходилось сталкиваться с различными нюансами эксплуатации.
Проблемы могут возникнуть при работе с любой камерой. Даже произведённой известным брендом и достаточно дорогой. Чаще всего, это протечки в различных трубах, обусловленные коррозией, простои, вызванные возникшей неисправностью и отсутствием необходимых запчастей (для импортных камер данная проблема весьма актуальна) или ожиданием специалиста. Достаточно часто возникают проблемы с вентиляторами.
Но главной, на мой взгляд, проблемой, является равномерный нагрев уложенного штабеля на всю глубину и эффективное извлечение влаги:
- Древесина нагревается в разных камерах, различных производителей разными агентами ( вода, воздух, волны излучения и т.д.), нагревательными конструкциями различных типов, в результате, пиломатериал сохнет по-разному.
- Забор влаги испарившейся в древесине должен происходить максимально эффективно в нужный момент.
Эти 2 проблемы приходилось решать чаще остальных, так как она присуща практически всем типам камер (в разной степени).
Причины можно перечислять достаточно долго. Но, чаще всего, это:
- недосушенный материал в конце штабеля и пересушенный в его начале, или вверху штабеля и середине.
- сушильный агент между рядами штабеля может практически не проникать или существенно отличаться температурой, что низводит процесс до уровня естественной сушки по срокам и качеству.
Решить проблему, в первом случае, часто помогает установка вентиляторов с реверсивным вращением. Можно «поиграть» с их размещением и общим количеством, для определения оптимального решения. Но это нельзя назвать панацеей. Желаемый результат достигается далеко не всегда.
В вакуумных камерах все намного сложнее, придется переделывать конструкцию нагревательных элементов и систему отведения влаги. Помочь может только профессионально произведённый расчёт и грамотное проектирование (переделка камеры). Это по моему опыту, куча времени и денег выброшенные на ветер.
Следует понимать главное —
Полностью стопроцентно решить ВСЕ проблемы равномерности просушки и качества готовых изделий пока не удалось НИКОМУ!
И, в обозримом будущем, решения подобной проблемы не предвидится. Поэтому главной целью, к достижению которой стремится каждый производитель, является минимизация процента брака и максимальное приближение параметров к идеальным.
В случае с конвективными камерами, обращайте внимание на то, чтобы вентиляторы внутри не были выносными. У них длинный вал, который гораздо чаще ломается. Эти изделия отличаются меньшими КПД и требуют более тщательного и частого ТО.
Влагозащита вентиляторных двигателей должна быть класса «Н» (при внутренних температурах в камере ≤ 130 °C) или «F»(при температурах менее 85 градусов).
Обязательно наличие реверса с КПД порядка 90%.
Как происходит процесс сушки
До начала работы по тому или иному режиму пиломатериалы нужно прогреть паром, подающимся посредством увлажнительных труб при работающих вентиляторах, закрытых вытяжных каналах и обогревательных приборах.
Обязательно проведите расчет камеры для пиломатериалов. Температура сушильного агента в начале прогрева должна быть на 5 градусов выше первой ступени режима, но не выше 100 градусов. Уровень насыщенности среды для материала с начальной влажностью от 25% составляет 0,98−1, а если влажность ниже этого показателя, то 0,9−0,92 соответственно.
Продолжительность начального периода зависит от породы дерева. Для хвойных он составляет до 1,5 часов на каждый сантиметр толщины. Для мягких лиственных пород он будет больше на 25 процентов, а для твердых лиственных — наполовину больше по сравнению с хвойными породами.
После предварительного прогрева нужно довести показатели сушильного агента до первой ступени рабочего режима. Тогда включается непосредственно сушка с соблюдением выбранного режима. Влажность и температуру можно регулировать с помощью вентилей на паропроводах или шиберов приточно-вытяжных каналов.
При работе инфракрасной сушилки в материалах проявляются остаточные напряжения, которые можно удалить посредством промежуточной и конечной влаго- и теплообработки в среде повышенной влажности и температуры. Обрабатывать нужно те пиломатериалы, которые сушатся до эксплуатационных показателей и затем нуждаются в механической обработке.
Промежуточную влаготеплообработку нужно выполнять в процессе перехода со второй ступени на третью или же с 1 на 2 при использовании высокой температуры. Такой обработке подвергаются хвойные породы 60 мм в толщину или лиственные с толщиной от 30 мм. Температура среды должна быть больше на 8 градусов по сравнению со второй ступенью, но не больше 100 градусов при условии насыщенности 0,95−0,97.
Когда достигается конечная средняя влажность материала, можно выполнять конечную влаготеплообработку. Она проводится при температуре на 8 градусов выше предыдущей ступени, но не выше 100 градусов. Далее, дерево нужно продержать в камере еще 2−3 часа при параметрах последней ступени режима и только потом остановить работу.
Под занавес своего повествования решил нарушить обязательство не называть конкретные модели и производителей. С чистой совестью могу порекомендовать мелким и средним и даже крупным производителям вакуумные камеры (практически любых моделей). С этими российскими изделиями проблем было меньше всего.
По эксплуатационным характеристикам. Производительности и долговечности они сопоставимы с моделями международных грандов данного сегмента рынка. В отличии от них они имеют целый комплект дополнительных преимуществ:
Сушка древесины

Выбор способа сушки древесины и сушильного оборудования определяется рядом факторов: породным и сортиментным составом высушиваемых пиломатериалов, стоимостью энергоносителя, необходимой производительностью, производственными условиями и инвестиционными возможностями потребителя. То есть, если раньше при стабильных ценах для технико-экономического обоснования проекта достаточно было двух-трёх обобщающих факторов, то сегодня нужен расчёт в каждом конкретном случае.
В настоящее время результаты изучения рынка сушильных камер показывают, что среди предлагаемых камер 90—95% — классического типа: конвективные с различными системами приточно-вытяжной вентиляции и видами теплоносителя. Их преимущества: малые капитальные затраты, простота процесса, удобства технического обслуживания.
Основными элементами таких сушилок являются: циркуляционное оборудование (вентиляторы), система нагрева (калориферы), система управления (регуляторы).
Вентиляторы должны обеспечивать необходимую скорость и равномерность распределения сушильного агента по материалу для различных пород с целью получения высшего качества и оптимальной продолжительности процесса сушки древесины. Для побуждения циркуляции сушильного агента используют осевые и, в отдельных случаях при большом сопротивлении, центробежные вентиляторы. К этому оборудованию должны предъявляться жёсткие требования по его надёжности при эксплуатации в среде с высокими температурой и влажностью.
Сушка древесины — длительный и энергоёмкий процесс. Тепловая энергия для сушилок вырабатывается в котельных. Тепловым носителем здесь является пар или горячая вода. Электроэнергию вследствие её дороговизны используют редко, хотя в последнее время этот вид энергоносителя становится всё популярнее.
За рубежом для выработки тепловой энергии в основном используют установки для сжигания древесных отходов (опилок, щепы, коры, стружки).
Параметры среды в сушильных камерах, как правило, измеряют психрометром. Управление и регулирование осуществляется автоматически.
Наряду с традиционными конвективными камерами определённое распространение получили вакуумные и конденсационные сушилки.
Вакуумные сушилки целесообразно использовать для сушки древесины твёрдых лиственных пород (дуб), крупных сечений (50 мм и более), когда скорость сушки является важным фактором. При покупке таких камер нельзя забывать о больших капитальных вложениях.
Конденсационные сушилки используют в тех случаях, когда электроэнергия как энергоноситель более дешёвая по сравнению с другими видами. КПД таких сушилок наиболее высок при температуре сушильного агента до 45°С. При этих параметрах себестоимость небольшая, зато срок сушки значительный.
В последнее время произошли значительные изменения в организации, технике и технологии сушки древесины. Если раньше основной объём сушки древесины приходился на крупные деревообрабатывающие и лесопильные предприятия, где сооружались большие сушильные цеха, то сейчас основная масса древесины перерабатывается на малых предприятиях, потребность которых может быть обеспечена одной-двумя камерами небольшой загрузочной ёмкости. Многие малые компании пытаются реконструировать устаревшие камеры или даже создают самодельные простейшие сушильные устройства, которые не могут обеспечить качественной сушки материала. Вместе с тем, рынок предъявляет всё более жёсткие требования к качеству изделий из древесины.
Низкое качество сушки древесины, обусловленное неудовлетворительным техническим состоянием сушилок и слабой технологической подготовкой обслуживающего персонала, приводит к скрытому браку — неравномерному распределению конечной влажности, который долгое время может оставаться незамеченным и сказаться тогда, когда изделие уже находится в эксплуатации.
Современные лесосушильные камеры как отечественного, так и зарубежного производства позволяют достичь высокого качества сушки древесины. Они оснащены системой автоматического управления процессом и являются сложным комплексом оборудования, требующим квалифицированного обслуживания.

Атмосферная сушка
Атмосферная сушка является наиболее доступным способом обезвоживания древесины. Известно, что атмосферно высушенная древесина может эксплуатироваться многие столетия, если её повторно не увлажнять.
Атмосферная сушка является наиболее дешёвым способом, и раньше она была основной на лесопильных предприятиях. Она не требует таких капитальных затрат, как камерная, но для неё нужны большие площади и большой запас материала.
Основным недостатком атмосферной сушки является то, что процесс неуправляем: в районах с повышенной влажностью воздуха повышается вероятность поражения пиломатериалов грибами, а на юге (от сильной жары) — растрескивания.
Разложение древесины грибами происходит при её влажности выше 22%, и это граничное значение (22%) считается «пределом биостойкости».
Правила атмосферной сушки и хранения пиломатериалов регламентированы государственными стандартами: для пиломатериалов хвойных пород — ГОСТ 3808.1-80; для пиломатериалов лиственных пород — ГОСТ 7319-80.
По правилам, атмосферная сушка проводится в штабелях, укладываемых на специальных фундаментах (высотой 550 мм при грунтовом покрытии или 200 мм при бетонном или асфальтном покрытии подштабельной территории, если высота снежного покрова обычно не превышает 250 мм). Фундамент выполнятся, как правило, из железобетонных опор площадью не менее 400х400 мм. Можно использовать деревянные опоры, предварительно пропитав их антисептическим составом. Расстояние между центрами опор должно быть 1,0-1,7 м по длине и 1,3—1,4 м по ширине штабеля.
Состояние сушильного агента (воздуха) нестабильно, на него оказывают влияние климатические условия, время года и суток. В результате взаимодействия воздуха и высыхающей древесины на складах создаётся своеобразный микроклимат: воздух имеет пониженную температуру, повышенную влажность и небольшую скорость циркуляции. Поэтому процесс атмосферной сушки длительный. Древесина высушивается до влажности 12—20% в зависимости от климата (температуры и влажности воздуха), породы и толщины материала.
Можно ускорить процесс путём применения более разреженной укладки, размещения штабелей в соответствии с господствующим направлением ветра, или принудительной циркуляцией воздуха с помощью вентиляторов. Ускорение сушки, с одной стороны, сильно снижает возможность появления химических и прокладочных окрасок, синевы и гнили, но с другой стороны, способствует снижению относительной влажности воздуха, что приводит к увеличению остаточных напряжений. Ускоренная атмосферная сушка позволяет довести материал до влажности 20—30% за время, составляющее от 1/2 до 1/4 продолжительности обычной атмосферной сушки.
Для снижения вероятности заражения древесины грибами и плесенью в начальный период её необходимо защищать антисептиками. Сам процесс осуществляется опрыскиванием, т. е. поверхностным нанесением или глубокой пропиткой, путём окунания досок и пакетов в автоклавах.
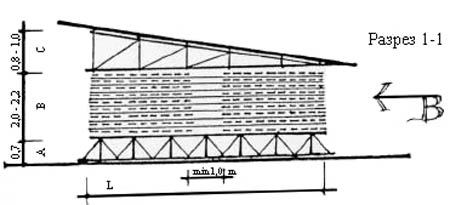
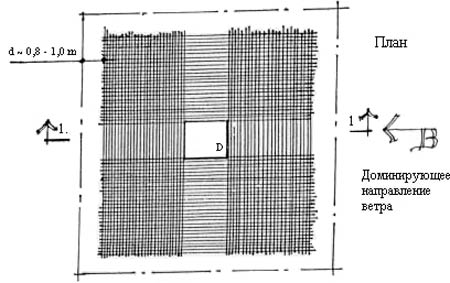
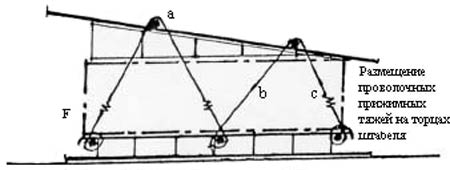
Схема штабеля для естественной сушки и хранения пиломатериалов:
А — Основание штабеля (подстопные места)
В — Штабель пиломатериалов с перекрестной укладкой
С — Инвентарная крыша (досчатые фермы, досчатые, скрытые рубероидом, щиты кровли)
D — Вентиляционная шахта
F — Штабель
а — Прижимные брусья (или бревна диаметром до 18 см)
b — Тяжи (проволока диаметром 3 — 4 мм)
c — Скрутки
d — Вынос кровли; одновременно — размеры (min) подготовленной площадки
Вакуумная сушка
Технология вакуумной сушки под давлением была изобретена в 1964 году. Сегодня в мире работает более 600 сушилок данного типа.
Вакуумная пресс-сушилка состоит из стальной нержавеющей камеры, которая внутри полностью герметична. Верх камеры закрыт эластичным резиновым покрытием в металлической рамке.
Доски укладываются внутрь камеры слоями, чередуясь с алюминиевыми нагревательными пластинами. Водяная помпа обеспечивает циркуляцию горячей воды внутри этих пластин. Вода нагревается внешним бойлером. Жидкостная вакуумная помпа обеспечивает вакуум внутри камеры.
После того, как древесина загружена в сушильную камеру, оператор устанавливает на панели управления параметры сушки: уровень вакуума (давление), температуру нагревательных пластин.
Практически каждая порода древесины требует своего уровня вакуума, который не изменяется на протяжении всей сушки. Изменяется только температура нагревательных пластин (параметры температур даны в таблицах производителя). Для программирования сушки и управления параметрами можно использовать микропроцессор.
Рассмотрим процесс сушки, состоящий из трех этапов:
1. Прогрев при атмосферном давлении.
2. Сушка нагреванием в вакууме.
3. Кондиционирование и охлаждение.
Прогрев. После того, как древесина уложена в камеру, переложена нагревательными пластинами и накрыта резиновым покрытием, начинается этап прогрева. Горячая вода, циркулируя в пластинах, нагревает древесину без включения вакуумной помпы. Влага в древесине не закипает, поскольку температура ниже 100°С, и следовательно, не происходит повреждения поверхности древесины.
Сушка. Когда температура внутри древесины достигает уровня, необходимого для сушки, включается вакуумная помпа, которая выкачивает воздух из камеры. В этом случае не происходит повреждения поверхности древесины, поскольку влага внутри древесины, двигаясь к поверхности, увлажняет её. Резиновое покрытие под воздействием атмосферного давления прижимает к полу камеры штабель древесины. Благодаря этому воздействию, доски делаются абсолютно ровными. Под воздействием высокой температуры и высокого уровня вакуума вода с поверхности древесины испаряется. Затем влага, как сконденсированная на стенках камеры, так и в виде пара, откачивается вакуумной помпой. Когда влажность древесины достигает установленного конечного значения, сушка переходит в фазу кондиционирования.
Кондиционирование и охлаждение. Нагревание пластин отключается, но вакуум в камере сохраняется. В этом случае древесина остывает под давлением пресса (1 кг/см2). После того, как древесина остыла достаточно, сушилка выключается.
Например: бук толщиной 32 мм высыхает в этих камерах до влажности 8% за 29 ч, а сосна толщиной 25 мм всего за 17 ч. Таким образом, вакуумные пресс-камеры сушат в 8—10 раз быстрее обычных и особенно эффективны при сушке толстых заготовок из ценных пород дерева, которые при сушке обычным способом могут давать трещины. Они занимают немного места, не нуждаются в фундаменте и расходуют намного меньше тепла. Объём камер (0,3—10 м3) позволяет использовать их на предприятиях с небольшим суточным объёмом производства.
Это даёт производителям неоценимое конкурентное преимущество — гибкость. Представьте себе, что к вам обращается клиент, который хочет купить лестницу из ясеня. Ему нужен всего 1 м3 высушенного материала. В случае с традиционной сушилкой объёмом, допустим, 50 м3 выполнить этот заказ теоретически возможно, а на практике — маловероятно. Ведь нужно ещё найти клиентов на 49 м3 сухого ясеня, купить 100 м3 круглого леса, распилить его и сушить не менее 30 дней. С вакуумной пресс-сушилкой объемом 1, 3 или 5 м3 вы в состоянии выполнить этот заказ за 4—5 дней. Таким образом, можно успешно конкурировать с крупными деревообрабатывающими комбинатами, работая в современных условиях с индивидуальными потребностями клиентов.
Но всё же имеется ряд существенных недостатков: большая трудоёмкость погрузо-разгрузочных работ; значительная неравномерность распределения конечной влажности по толщине материала и, соответственно, большие внутренние напряжения, малая вместимость камер. В силу этих причин вакуумно-кондуктивные камеры не получили широкого применения в промышленности, но в последнее время становятся всё более популярными. Этот способ является наиболее перспективным среди способов, направленных на ускорение процесса сушки.
Чтобы избавится от вышеперечисленных недостатков, с 1975 г. используются вакуумные сушилки с нагревом горячим воздухом. Характеристикой этого агрегата является конвекционная нагревательная система с вентиляцией, перпендикулярной по отношению к штабелю: поток воздуха, нагретый на внутренней стенке, перемещается мобильным соплом; под воздействием вращения этого сопла древесина подвергается нагреву с периодической сменой вакуумных фаз. То есть материал сначала прогревают, а потом вакуумируют. В древесине, нагретой до температуры кипения воды, происходит выкипание свободной воды из полостей клеток. Образовавшийся пар удаляется из материала под действием избыточного давления. После прекращения парообразования, т.е. охлаждения древесины, её вновь нагревают, и цикл многократно повторяют до достижения требуемой конечной влажности. Продолжительность циклов и их параметры зависят от породы, толщины и влажности материала. Такой способ даёт сокращение продолжительности процесса в 4 — 5 раз по сравнению с классическим конвективным способом при высоком качестве сушки.
Промышленные сушилки этого типа нашли распространение в производстве, работающем на толстом и трудно сушимом пиломатериале (из твёрдолиственных пород). Простая полуавтоматическая система позволяла управлять процессом сушения. В дальнейшем объединение двух одинарных сушилок в единый «тандем» дало заметное сокращение энергозатрат. Самая последняя сушилка — «Голиаф» — наконец позволила достичь цели: размеры загрузки составили 2,5х2,5 (3) м, полезная длина 13, 6 м и даже более.
Новые дорогостоящие вакуумно-термические сушильные камеры выпускаются такими компаниями, как WDE (Италия), Brunner и Lauber (Германия), IWT (Германия-Канада), причём камеры последней — с возможностью получения цветовой гаммы просушенного пиломатериала.
А вот сушилки фирмы Lauber предлагаются в тех случаях, когда для сохранения окраски дерева процесс сушки должен проходить быстро: например, для строительных лесоматериалов или для лиственных пород древесины. Сушилки «Мальбок» (Lauber) работают по технологии горячего пара. Процесс протекает без воздуха, в камере находится только водяной пар. Так как точка кипения воды в вакууме значительно ниже, процесс намного ускоряется. Для реализации различных технологических вариантов (обычная сушка, сушка без потребления воды или сушка вымораживанием) сушилки изготавливаются по специальному заказу. Объём загрузки камер — 1—30, а для сушки воздухом — 60, 100 или даже 1000 м3 пиломатериалов.
При эксплуатации сушилок часто возникает проблема снижения высоких энергозатрат. Например, на 100 м3 елового материала с исходной влажностью 80% при традиционной сушке до конечной влажности 10% необходимо в среднем израсходовать 30000 кВт/ч за всё время процесса. Отработанный воздух обычно выходит через выходной клапан наружу. В сушилке типа «Тандем» происходит иначе: в ней есть приспособление, очищающее отработанный воздух от влаги, забранной у древесины. Тепловую энергию сухого отработанного воздуха можно использовать далее: для отопления помещения или, опять же, для сушилки.
Основой всех агрегатов является алюминиевая конструкция с толстыми внутренними стенками с изоляцией из минваты. Внешний кожух выполнен из алюминиевого гофрированного листа.
При вакуумно-диэлектрическом способе сушки нагрев материала до 45 — 50°С осуществляется за счёт энергии высокочастотного электромагнитного поля при постоянном вакууме. Древесина находится в среде почти чистого пара малого давления, благодаря чему процесс происходит при малом перепаде влажности по толщине сортиментов и незначительных внутренних напряжениях.
Продолжительность сушки в этом случае уменьшается в 10 — 12 раз. Однако стоимость при таком способе достаточно большая из-за дороговизны и сложности оборудования и больших энергозатрат. И из опыта эксплуатации вакуумно-диэлектрических камер следует, что пока не удалось достичь хорошего качества сушки: материал из-за неравномерности электромагнитного поля имел очень большой разброс конечной влажности.
Поскольку температура кипения воды в вакууме ниже, чем при атмосферном давлении, то, создавая вакуум глубиной 0,9 кг/см2, температуру сушильного агента снижают до 40— 45°С. Таким образом, можно вести интенсивный и, вместе с тем, низкотемпературный процесс сушки при полном сохранении природных свойств древесины. Если сушить при постоянном неглубоком вакууме (0,2 кг/ см2) и одновременном конвективном нагреве, то это даёт также хорошее качество. Продолжительность процесса при этом не уменьшается, а соответствует конвективной сушке. Себестоимость сушки в три раза меньше за счёт использования теплоты конденсации испаренной воды и применения низких температур сушильного агента.
В общем, основываясь на анализе вышеупомянутых результатов, можно утверждать: сушилка типа «Голиаф» — это агрегат большой производительности, удобный для обработки больших размеров; значительно сокращая время сушки, по сравнению с обычной сушилкой, «Голиаф» позволяет существенно сократить количество древесины на складе и быстро реагировать на запросы рынка; значительное снижение расходов понижает стоимость сушения; что касается периода амортизации, сушилка может работать гораздо более длительное время. Поскольку камера из нержавеющей стали очень долговечна, это может принести дополнительную прибыль до истечения срока амортизации и будет иметь высокую рыночную и остаточную стоимость после него.
Сушка в СВЧ
СВЧ-сушка аналогична диэлектрической сушке токами высокой частоты (ВЧ = 25 МГц). Проводится на более высоких частотах 460, 915— 2500 МГц. Поэтому энергия СВЧ-поля передаётся в древесину путём излучения свободных, не связанных линией передачи энергии (контуром) колебаний в пространство герметичной металлической камеры, где располагается штабель пиломатериалов. В этом случае взаимодействие электромагнитного поля с древесиной максимально и не зависит от характеристик древесины и нагрузочных способностей генераторов. Генераторы пространственно разнесены с высушиваемым материалом. Условия сушки близки к оптимальным.
Достоинства. Качество сушки близко к естественному, высокая скорость сушки, энергозатраты средние: 550 кВт/ч на 1 м3 сосны, 2000 кВт/ч на 1 м3 дуба. Не требует коммуникаций, мобильна, имеет малые размеры. Универсальна, способна высушивать любые диэлектрические материалы: лекарственные травы, ягоды, фрукты, овощи, керамику, удобрения и т.д.
Недостатки. Высокая стоимость магнетронных генераторов и малый ресурс их работы (около 600 ч). Большие энергетические затраты. Трудность контроля процесса (над температурой среды и древесины, в силу специфики микроволновой энергии). Частота случаев возгорания материала изнутри. Малый объём одновременно высушиваемых пиломатериалов: объём загрузки — до 7 м3 для хвойных пород и до 4,5 м3 для твёрдолиственных. Комбинированный СВЧ-способ ещё мало изучен, и режимы сушки не отработаны.
Характер процессов, происходящих при сушке пиломатериалов в СВЧ-печи (СВЧ электромагнитном поле) не отличается существенно от сушки другими методами. Отличие состоит лишь в способе нагрева пиломатериалов. Поэтому, как и при других способах, процесс подразделяется на четыре этапа.
Первый этап — разогрев с отпариванием. При СВЧ-сушке связан с нагревом заложенного объёма пиломатериалов и находящегося в них объёма воды до температуры 55— 60°С, при которой начинается сушка. Одновременно с этим при отключенной вентиляции вытяжки идёт увеличение влажности воздуха в сушильной камере до 100% и более. Это обеспечивает отпаривание древесины. Последнее необходимо для снятия имевшихся в древесине напряжений и улучшения влагопроводности поверхностных слоёв пиломатериалов. Для рекомендуемых объёмов закладки и располагаемой энергетики СВЧ-печи длительность первого этапа составляет 6— 8 ч. Характерными признаками конца первого этапа являются накопление в сушильной камере воды в виде капель на стенках и даже небольших луж.
Второй этап — собственно сушка с выпариванием основной влаги; является логическим продолжением первого этапа. Сущность этого этапа — удаление интенсивно выделяющейся влаги из пиломатериалов при их дальнейшем нагреве. Величина подъёма температуры при этом может составлять всего 5— 10°С, т. е. 60— 70°С в конечном итоге. Для удаления большого количества выделившейся влаги из камеры вентилятор работает в усиленном режиме. Далее, с выпариванием основного объёма влаги из слоистых структур древесины начинаются процессы выпаривания влаги из клеточных структур (обычно это наступает при влажности древесины 24— 30%). Интенсивность выхода влаги при этом существенно замедляется. Подаваемая к пиломатериалам энергия начинает всё больше тратиться на их нагрев, что приводит к возрастанию температуры до значения, заданного оператором. Усиленный режим работы вентилятора в этих условиях может привести к снижению влажности до низких уровней порядка 25— 30%, что затрудняет выход влаги с поверхности. Таким образом, нарастание температуры пиломатериалов до заданной величины может служить критерием для перехода к третьему этапу (для задания нового значения температуры и режима работы вентилятора вытяжки).
Третий этап — досушка пиломатериалов до нижнего (заданного) порога влажности. Он характеризуется сушкой в жёстких режимах, прежде всего температурных. Целью введения таких режимов является эффективное и быстрое удаление клеточной влаги. Для поддержания хорошей влагопроводности поверхностных слоёв древесины уровень влажности в сушильной камере должен быть вновь высокий, порядка 70%. С этой целью вентилятор вытяжки переводится в нормальный режим работы, а температура сушки поднимается на 5— 10°С.
Необходимо осознавать, что длительная сушка пиломатериалов в жёстких режимах, особенно трудносохнущих пород (дуб, ясень), может привести к потемнению древесины и к внутренним трещинам в ней. Критерием окончания третьего этапа является достижение требуемого уровня влажности.
Четвёртый этап — охлаждение пиломатериалов до температуры внешней среды. Это производится вне СВЧ-сушки, и тем самым повышается производительность:
до 210 м3/мес. — хвойные породы;
180 м3/мес. — берёза, лиственница;
до 100 м3/мес. — дуб, бук, ясень.
Общая средняя продолжительность нахождения пиломатериалов в СВЧ — 20— 24 ч при WM4 = 48-55%, WKOS = 6— 8%. Для твёрдолиственных пород — дуб, бук, ясень — показатели иные.
Охлаждение проводится естественным путем без выгрузки пиломатериалов из камеры. СВЧ-печь отключается, створки дверей приоткрываются, пиломатериалы остывают за счет конвекции. Разность температур пиломатериалов и внешней среды при выгрузке не должна быть более 20°С. Обычно длительность остывания пиломатериалов составляет 5— 6 ч.
Следует отметить, что выделение описанных выше этапов условно и их длительность и соотношение определяются многими факторами: видом и сортиментом древесины, начальной влажностью, начальной температурой пиломатериалов, объёмом закладки. Очевидно, что при начальной влажности этапа 30— 40% сушка по условиям второго этапа может и не проводиться, а длительность первого этапа будет меньше. Все эти особенности необходимо учитывать и сверять с реальными параметрами процесса сушки по указанным критериям.
Сушка сосновых пиломатериалов. Сосна в силу своего строения (слоистая структура с длинными продольными волокнами и капиллярами) и химического состава (наличие в древесине скипидара) имеет хорошую влаго- и газопроводность. По этим причинам сосна может выдерживать высокие температуры до 100-120°С без внешних и внутренних физических повреждений. Согласно экспериментальным данным, значение температуры сушки сосновых пиломатериалов всех сортиментов составляет 100°С. Из-за малой плотности древесины и большой её влагоотдачи, длительности первого и второго этапов в сушке увеличиваются. Длительность первого этапа составляет 7— 8 ч, второго — до 80% всего времени сушки. Переход от второго этапа к третьему (переключение режима вентиляции вытяжки) производится при достижении температуры пиломатериалов 90°С.
Сушка буковых материалов. Бук относится к трудносохнущим видам пород древесины. При естественной сушке на воздухе бук быстро, в течение 1—2 суток, портится (синеет, поражается грибком), а также приобретает сильные напряжения (пиломатериалы закручивает в разных направлениях, появляются многочисленные трещины, наибольшие — по сердцевинной трубке). Исходя из вышеизложенного, качество СВЧ-сушки буковых пиломатериалов в сильной степени зависит от их начального качества и состояния.
Для исключения указанных недостатков распиловку бука необходимо проводить непосредственно перед сушкой, а сам бук держать в водяных ваннах.
Несмотря на высокую плотность древесины по сравнению с другими породами, бук хорошо сохнет в СВЧ-печи из-за наличия длинных продольных волокон и капилляров. Буковые пиломатериалы при СВЧ-сушке сушатся в мягких режимах с температурой не более 90°С. Посиневшие участки древесины на начальном этапе заражения грибком при СВЧ-сушке восстанавливают свой первоначальный цвет. При этом грибковые колонии погибают, а древесина стерилизуется. Переход от второго этапа сушки к третьему производится при достижении пиломатериалами температуры 80°С.
Сушка ясеневых и дубовых пиломатериалов. Дуб, ясень в силу своего строения (наличия множественных коротких переплетённых волокон по типу войлока) являются наиболее трудносохнущими породами древесины и обладают низкой влаго- и газопроводностью. При СВЧ-сушке требуют применения мягких режимов: 70— 75°С при сушке пиломатериалов с влажностью 80— 30% и 80— 85°С при сушке пиломатериалов с влажностью 30% и менее. В силу малой влагоотдачи и высокой плотности древесины динамика нагрева данных пиломатериалов в СВЧ-печах быстрее, чем у других пород. Влажность воздуха в сушильной камере необходимо держать на уровне 60— 80%. На третьем этапе досушка пиломатериалов с 30 до 8— 6% конечной влажности, особенно для сортиментов 40— 60 мм, проходит очень медленно. Причиной этому является обсыхание поверхностного слоя пиломатериалов на глубину 10— 15 мм (длину волокон) и блокирование влаги внутри. Для ускорения сушки в этих случаях применяют принудительное отпаривание (влагообработку) и подъём температуры сушки до 85— 90°С при влажности от 16% и ниже. Принудительное отпаривание проводят путём увлажнения (орошения) поверхности разогретых пиломатериалов водой из разбрызгивателя из расчёта 7— 10 л воды на 1 м3 пиломатериалов и зачехлением штабеля полиэтиленовой пленкой; сушка в таком состоянии длится 30-40 мин. Затем полиэтиленовый чехол удаляется, и сушка продолжается в обычном порядке.
Сушка пиломатериалов из ольхи. По своему строению и физическим свойствам ольха близка к сосне. Технологии сушки данных пород подобны. Различие состоит в использовании более мягкого температурного режима: температура сушки составляет 90°С.
Особенности сушки материалов с сердцевиной. Высушивание таких пиломатериалов без трещин и напряжений по сердцевине на торцах практически невозможно. Для уменьшения торцевых трещин целесообразно покрывать последние защитным слоем, ухудшающим влагопроводность в продольном направлении. С этой целью могут использоваться меловые или известковые водные растворы.

Камерная сушка
Процесс сушки происходит в конвективных камерах. Эти камеры классифицируются по следующим признакам: принципу действия, устройству ограждения, виду теплоносителя, циркуляции агента сушки.
По принципу действия различают камеры периодического действия и непрерывного. Камеры периодического действия представляют собой помещения, в которые загружается определённый объём материала, высушивается, а затем выгружается. Режимы сушки здесь изменяются с течением времени в зависимости от влажности древесины. На период загрузки и выгрузки камеры процесс сушки прекращается. Камеры непрерывного действия представляют собой помещения, туннели, в которых постоянно находится древесина, перемещаемая на вагонетках. Материал высушивается по мере прохождения им туннеля, от сырого конца к сухому. Режимы сушки изменяются по мере продвижения материала по длине камер.
Камеры непрерывного действия применяются обычно на крупных предприятиях при массовой сушке товарных пиломатериалов до транспортной влажности, а также для сушки хвойных пиломатериалов, берёзы и осины, идущих на столярно-строительные изделия, тару, сельхоз- и вагоностроение.
По устройству ограждения камеры подразделяются на стационарные и сборные. Стационарные камеры строятся на месте их эксплуатации из строительных материалов, а сборные, как правило, металлические, изготавливаются заводским способом и собираются на месте их эксплуатации.
По теплоносителю камеры различаются на паровые, электрические, водяные, газовые. В первых трёх агентом служит влажный воздух или перегретый пар, а в последнем — смесь воздуха и топочных газов.
По циркуляции воздуха различают камеры с естественной и принудительной циркуляцией. Газовые и электрические бескалориферные камеры (аэродинамические) имеют только принудительную циркуляцию.
Естественная циркуляция создаётся за счёт разности плотности нагретого и охлаждённого воздуха: горячий, более лёгкий воздух стремится вверх, а охлаждённый, тяжёлый — вниз. Поскольку воздух в силу этого циркулирует вертикально по штабелю, пиломатериалы укладываются со шпациями. Камеры с естественной циркуляцией давно устарели, хотя продолжают эксплуатироваться на ряде предприятий. Продолжать эксплуатировать такие камеры нерационально, так как они малопроизводительны, качество сушки в них низкое из-за большой неравномерности распределения конечной влажности по штабелю.
Принудительная циркуляция воздуха или газа достигается при помощи вентиляторов. Побуждение циркуляции может быть прямое — когда перемещение воздуха осуществляется непосредственно вентилятором, или косвенное (эжекционное) — когда побудителем циркуляции служит энергия струй сушильного агента, вытекающих с большими скоростями из сопл эжекторов. Эжекционные камеры были распространены в 50— 60-х гг., теперь же эта конструкция устарела. Но несмотря на большие энергозатраты на циркуляцию, большую неравномерность сушки, эти камеры продолжают эксплуатироваться.
По кратности циркуляции сушильного агента камеры могут быть с однократной и многократной циркуляцией. При однократной циркуляции сушильный агент после прохождения через штабель полностью выбрасывается в атмосферу; при многократной — воздух постоянно циркулирует по штабелю в течение всего процесса сушки и только часть его выбрасывается. В современных лесосушильных камерах используется только многократная циркуляция воздуха.
Современные лесосушильные камеры имеют прямое побуждение воздуха, создаваемое осевыми или центробежными вентиляторами.
В зависимости от направления движения сушильного агента различают камеры с вертикальным или горизонтальным кольцом циркуляции. Вентиляторные установки в камерах с вертикальным кольцом циркуляции расположены в верхней части над штабелями, а с горизонтальным — за штабелем.
Конденсационный способ
По принципу действия конденсационный способ относится к замкнутому циклу, т.е. сушильный агент совершает циркуляцию по камере без выброса в атмосферу и, соответственно, без подпитки свежим воздухом. Воздух, насыщенный влагой, отобранной из древесины, омывает холодную поверхность и охлаждается до температуры ниже точки росы. Часть влаги, содержащейся в воздухе, конденсируется, а теплота, выделенная при этом, используется для подогрева сушильного агента. В качестве охладителя используется фреон.
Теоретически конденсационный сушильный цикл с холодильником, играющим роль теплового насоса, характеризуется нулевым расходом тепла на испарение влаги. Затраты электроэнергии здесь идут на прогрев материала и теплопотери, а также на привод компрессора и вентиляторов. Для компенсации теплопотерь агрегат снабжается дополнительным калорифером с внешним электропитанием.
По данным зарубежных компаний Hildebrand, Brunner, Vanicek, энергопотребление конденсационных сушилок составляет 0,25— 0,5 кВт/ч на 1 л испаренной воды в зависимости от влажности материала, увеличиваясь при её снижении. Это примерно в два раза меньше расхода энергии в обычных сборно-металлических камерах периодического действия.
Из-за свойств фреона, который используется в качестве хладагента, в конденсационных камерах применяются низкотемпературные режимы сушки с температурой не выше 45°С. При повышении температуры сушильного агента более 45°С КПД таких сушилок понижается. Поэтому производительность их малая, так как продолжительность процесса в 2— 3 раза больше, чем в камерных сушилках. Эти сушилки следует использовать в тех случаях, когда электроэнергия является наиболее дешёвой по сравнению со всеми другими теплоносителями.
Учитывая, что этот способ даёт сокращение энергозатрат, перспективной является разработка новых конденсационных сушильных камер с холодильными установками на хладагенте, позволяющем применять нормальные режимы сушки.
Отечественных конденсационных сушилок пока нет. Из импортных можно рекомендовать сушилки следующих компаний: Vanicek, Hildebrand-Brunner, Nardi.
Источник http://o-drevesine.ru/sushka-zagotovka/sushka-drevesiny-v-mikrovolnovoj-svch-pechi.html
Источник https://sutime.ru/materialy/sushilnye-kamery.html
Источник http://les.novosibdom.ru/node/5